Boxford VSL 5C Collet Adapter(Updated 23rd October 2025)
Having established (a) that I needed the facility to use 5C-type collets in my VSL500 and (b) I was probably never going to find the necessary parts for sale at a price I'd want to pay (as an example, in early 2021 a 3C set - the smaller collets used by the non-VSL Boxfords of the same era - was for sale at well over £500) I was left with the question: could I make the components myself? I decided I'd give it a go. Apart from the collets themselves (which can be obtained singly or in sets, typically spanning 1-28mm as that's the maximum diameter of bar that will pass through a 5C body) you need the collet closer, which slips into the spindle taper and acts to close the 'jaws' of the collet as it is drawn back by the drawtube which is in turn threaded into a handwheel that bears on the leftmost end of the lathe spindle. The drawtube is, as the name suggests tubular, with the same 28mm internal clearance as the collets themselves so that long bar stock may be fed in and parted off once machined. This does of course mean that the handwheel has to have a hole through it as well. The drawtube is internally threaded at one end to accept the collet and externally threaded at the other for the handwheel. Boxford's original handwheel was cast iron I believe, but I'm concerned with practicality not originality (otherwise I'd be remortgaging my first-born...).
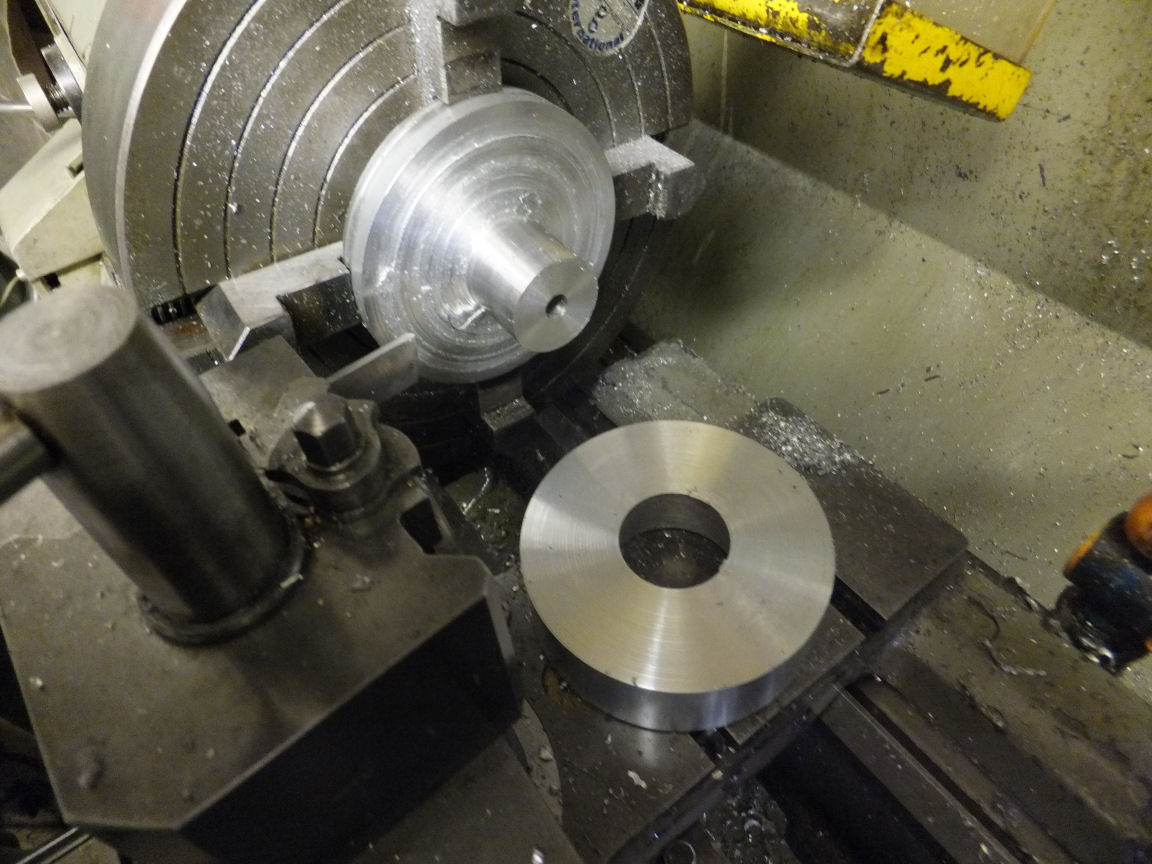
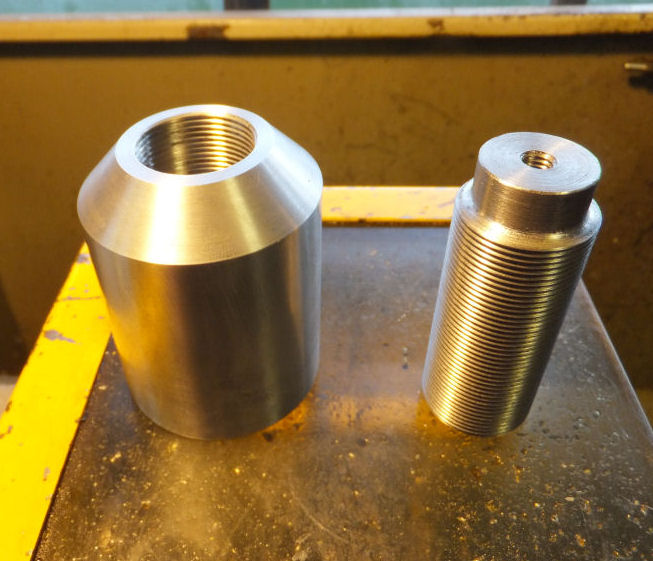
First things first then: having ascertained that the VSL's spindle taper has the angle of a 3MT (it's not 4MT or 5MT as is often claimed) it was time to obtain some material. I bought a 100mm length of 55mm diameter EN3B which cost £13 including postage. Best not get this wrong then :D As the lathe was already set-up to gauge the taper of the factory spindle reducer it was a fairly simple matter to chuck the piece of material in the 4-jaw and use almost the whole length of the topslide travel to turn the outer taper.
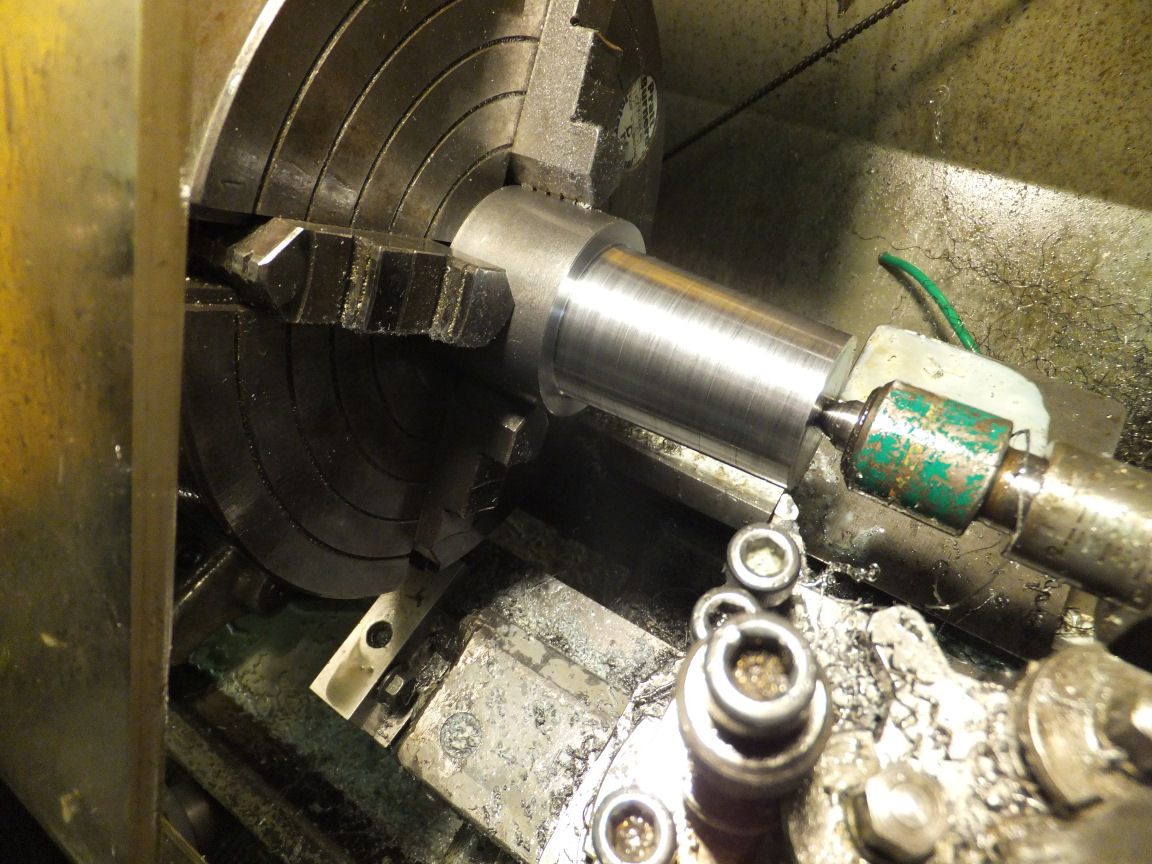
Once it was somewhere near I removed the chuck and reversed it to try the part in the spindle. This way I could gradually 'creep up' on the required diameter - and without disturbing the setup of the part in the chuck. I'm sure there will be lots of sure-fire ways to do the same task in one pass using balls of steel and the eye of an eagle but having neither I resorted to good old-fashioned patience... and got there eventually.
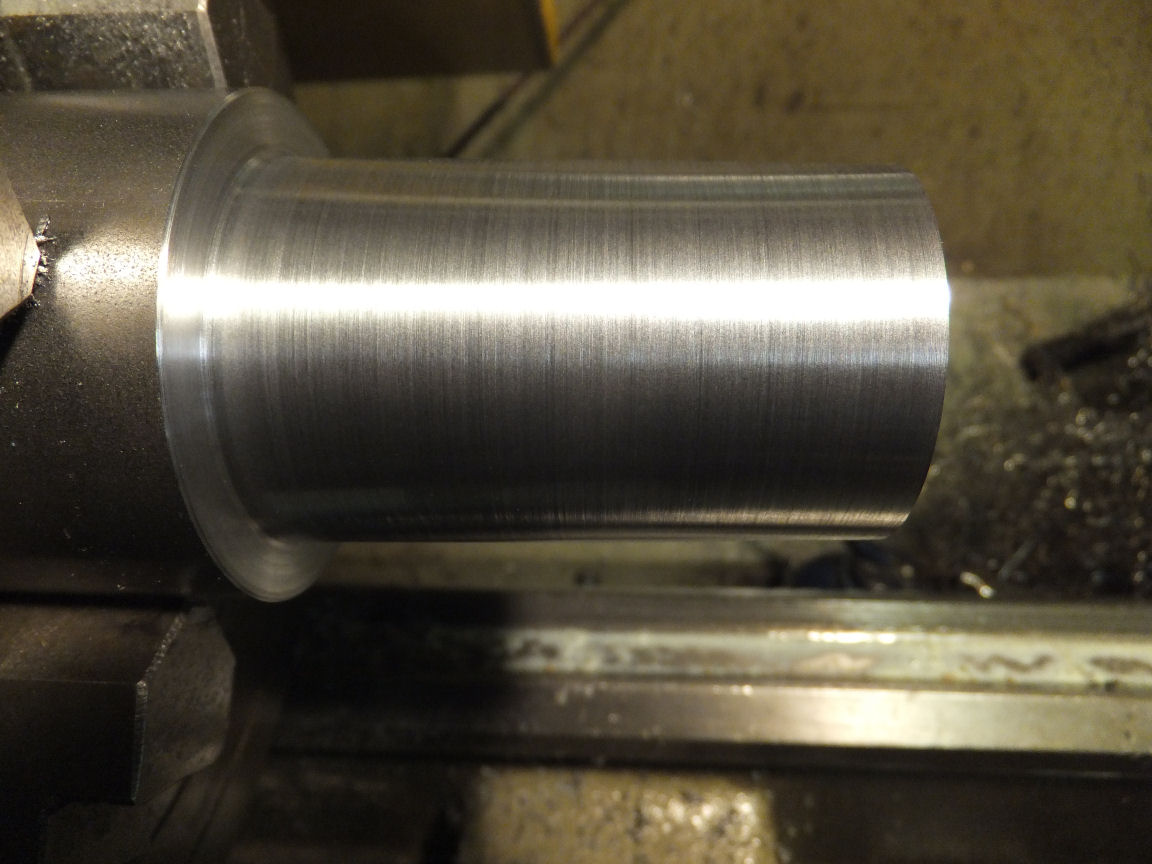
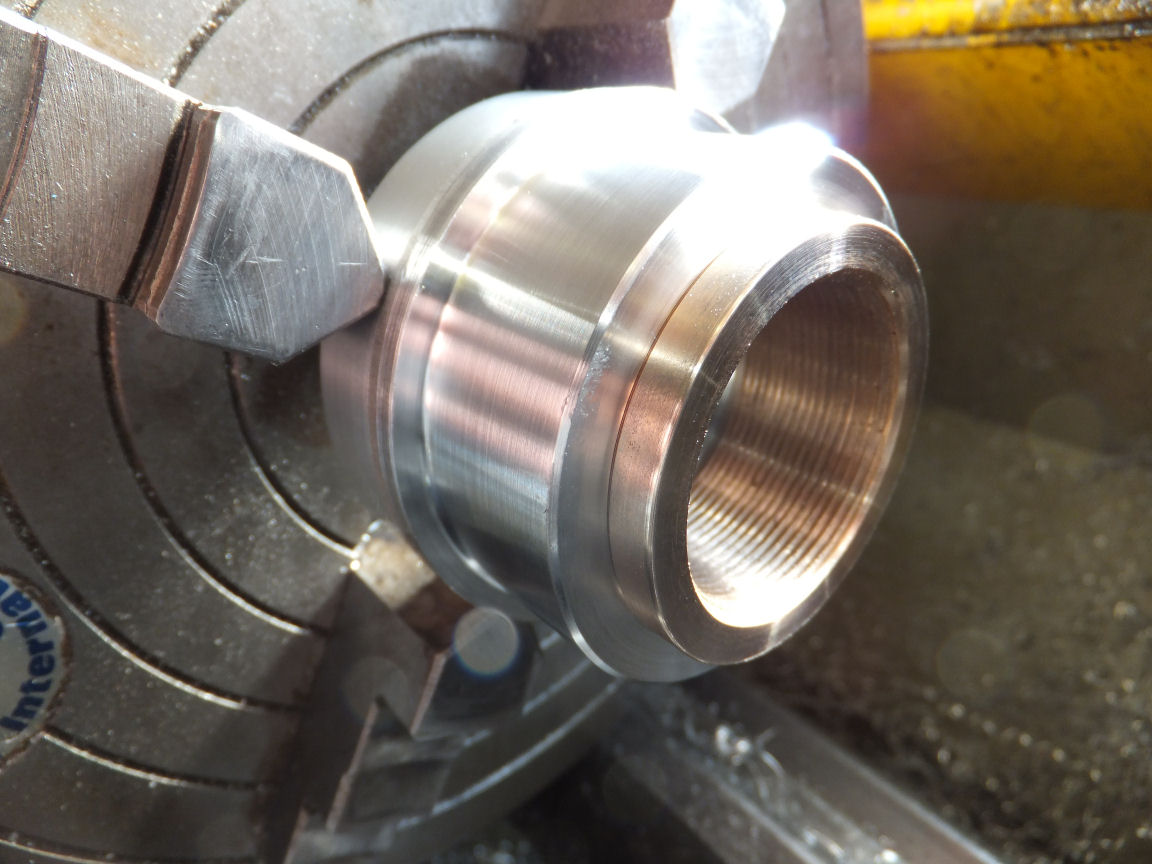
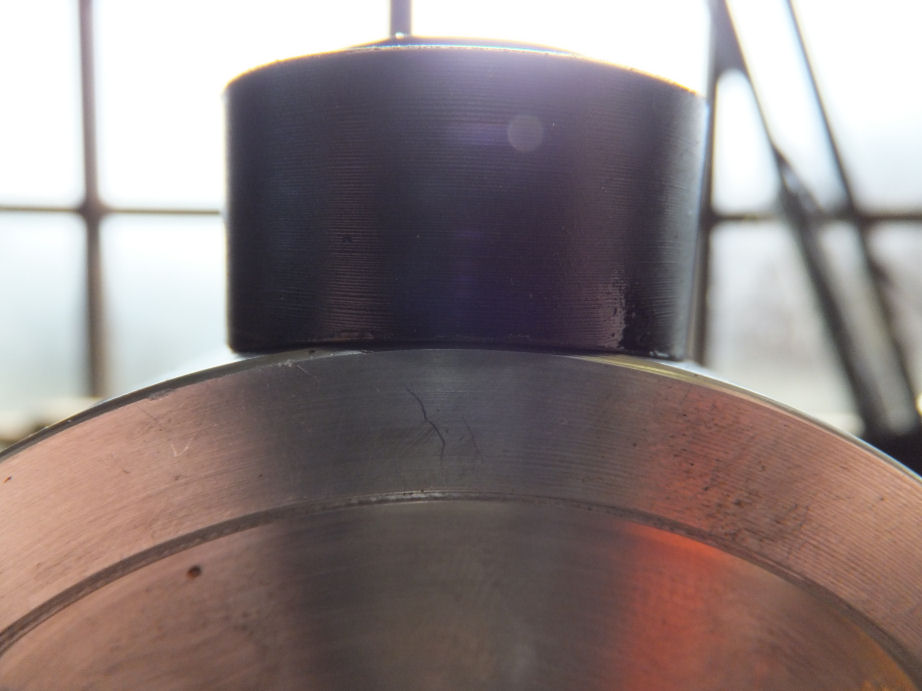
Once the taper seemed close I used a smear of marking blue to confirm total contact.

Doesn't look too shabby:
Next I drilled a pilot hole to 10.8mm and then tapped it M12 for 3/4" or so...

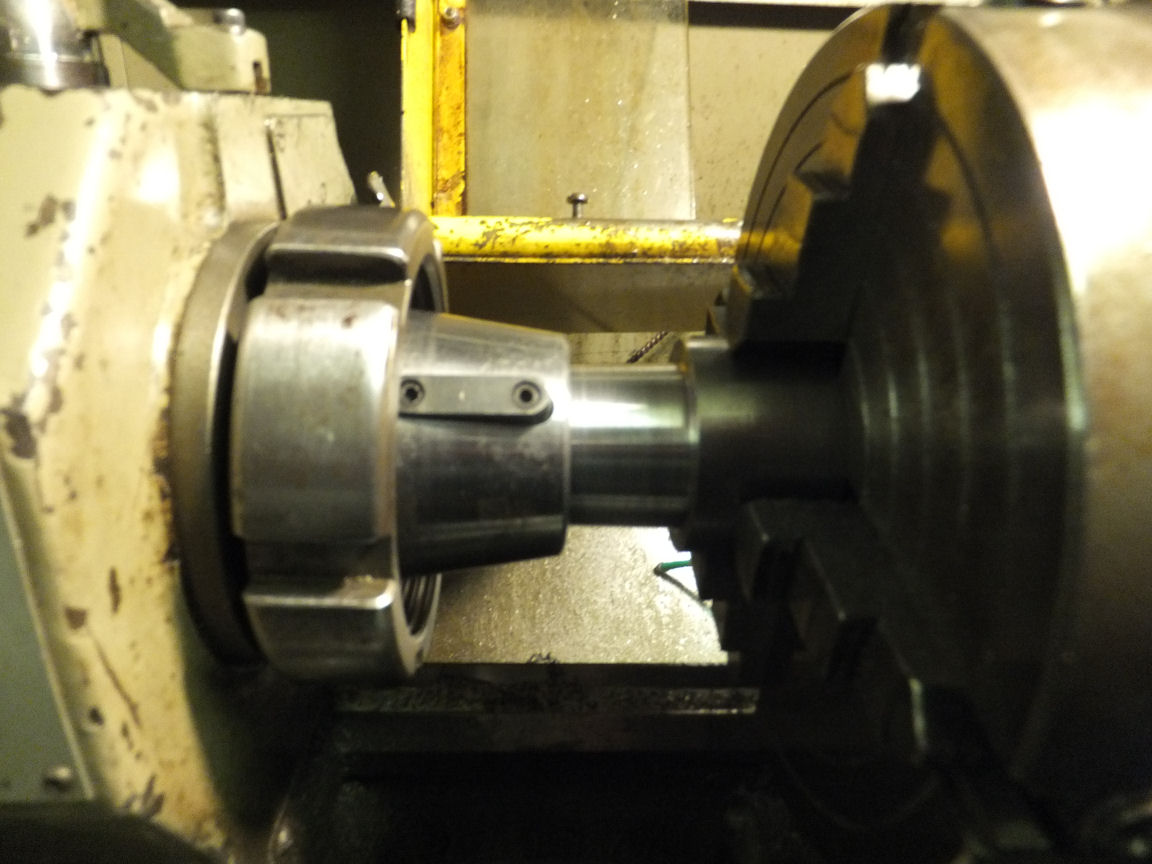
Then it was time to take a deep breath, remove the collet-closer-to-be from the chuck and plug it into the spindle. It was then secured with a length of 12mm studding and a large washer, drawing it tightly into the spindle so that the necessary hole for the collet could be bored.

Obviously the studding prevented boring clear through, but repeatedly trying the collet and careful backing-out of the studding once the correct bore diameter had been established meant that almost the entire bore was completed before the studding eventually refused to grip the minimal amount of thread left.


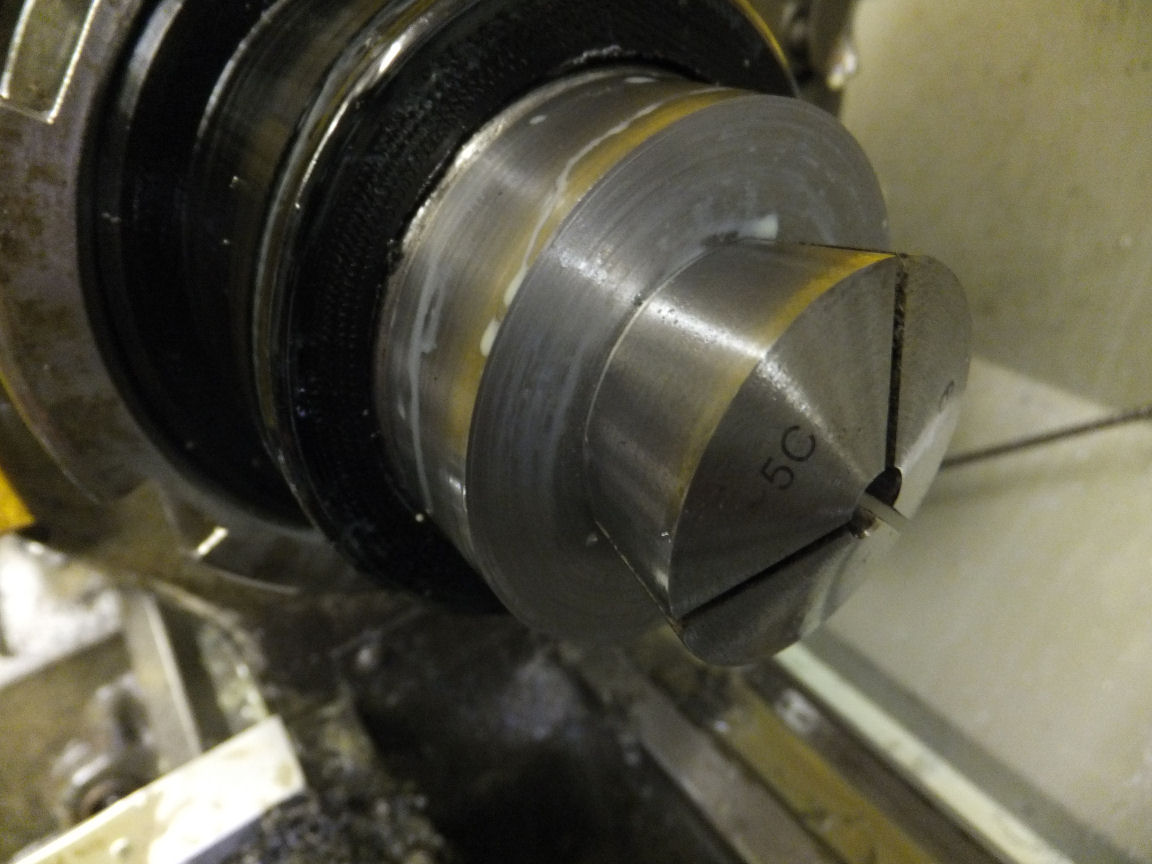
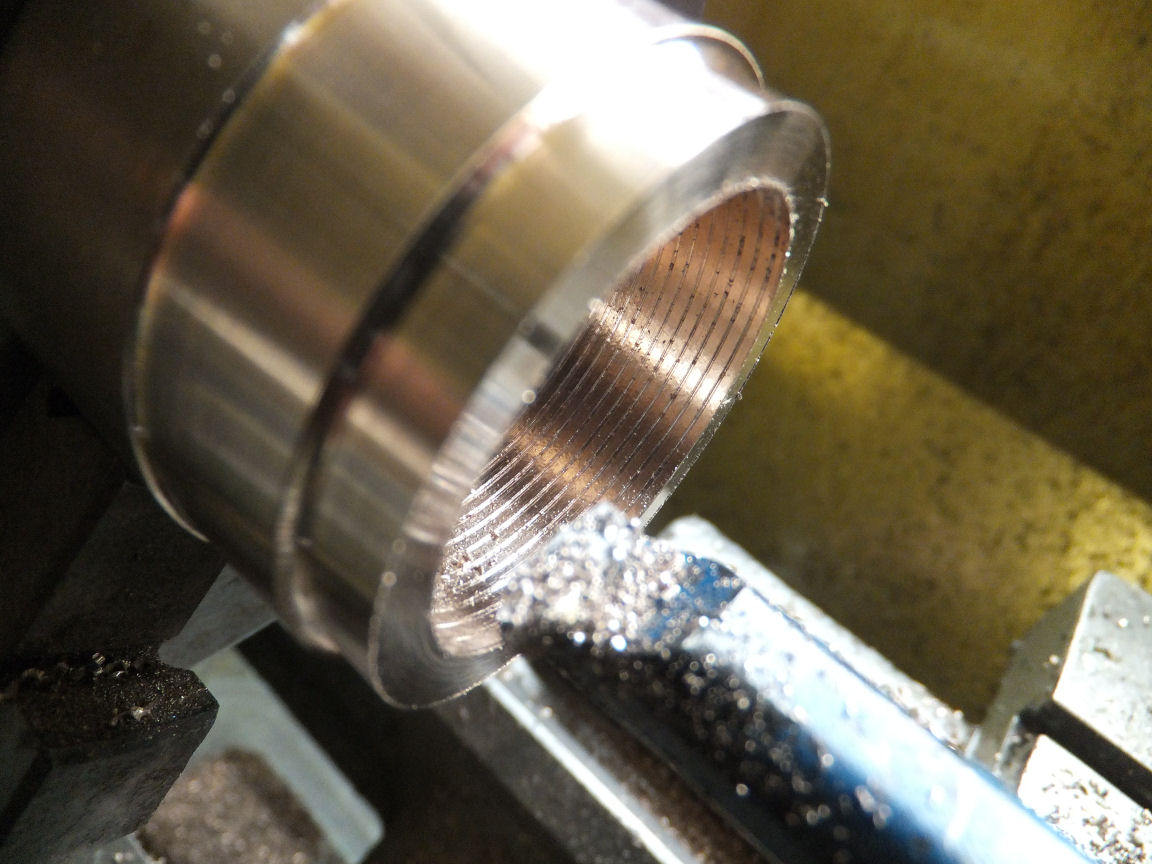
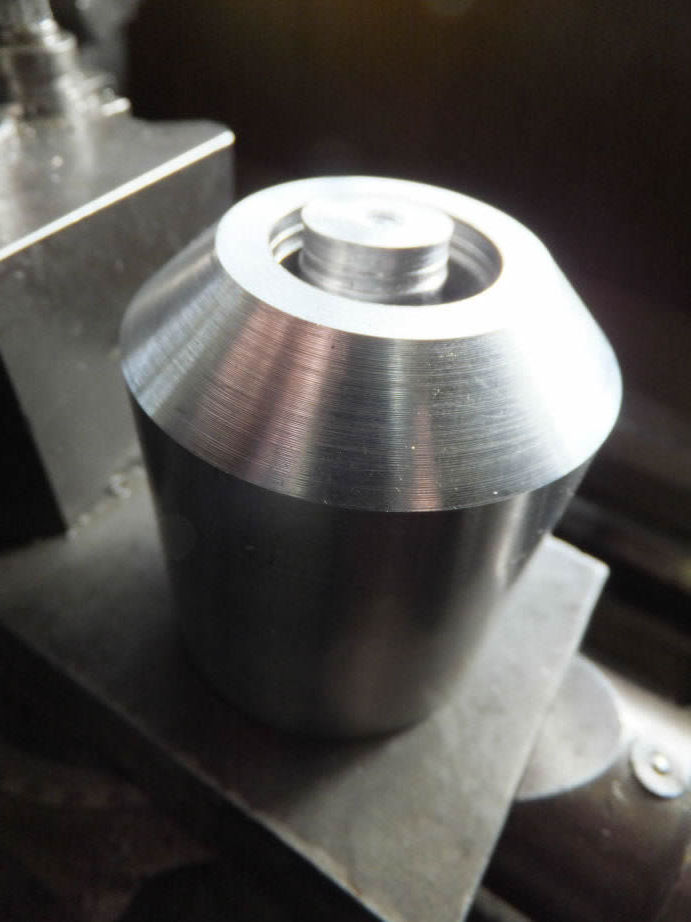
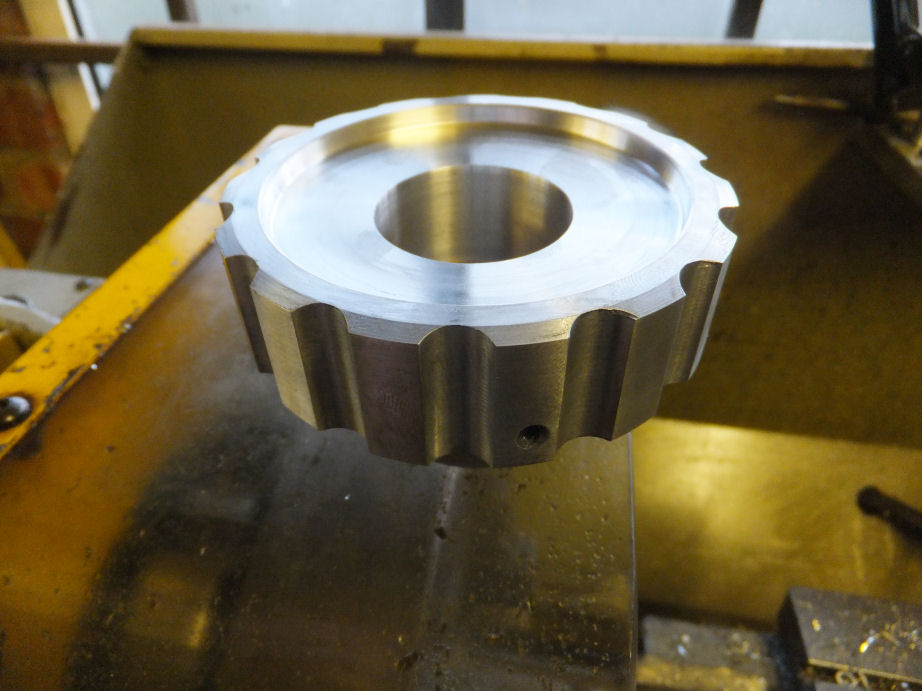
As it turned out, the closer was such a snug fit in the spindle that I was able to finish the parallel bore and then add the 10 degree taper which acts to close the collet. Here, the last bit of the bottom of the bore needs taking out:
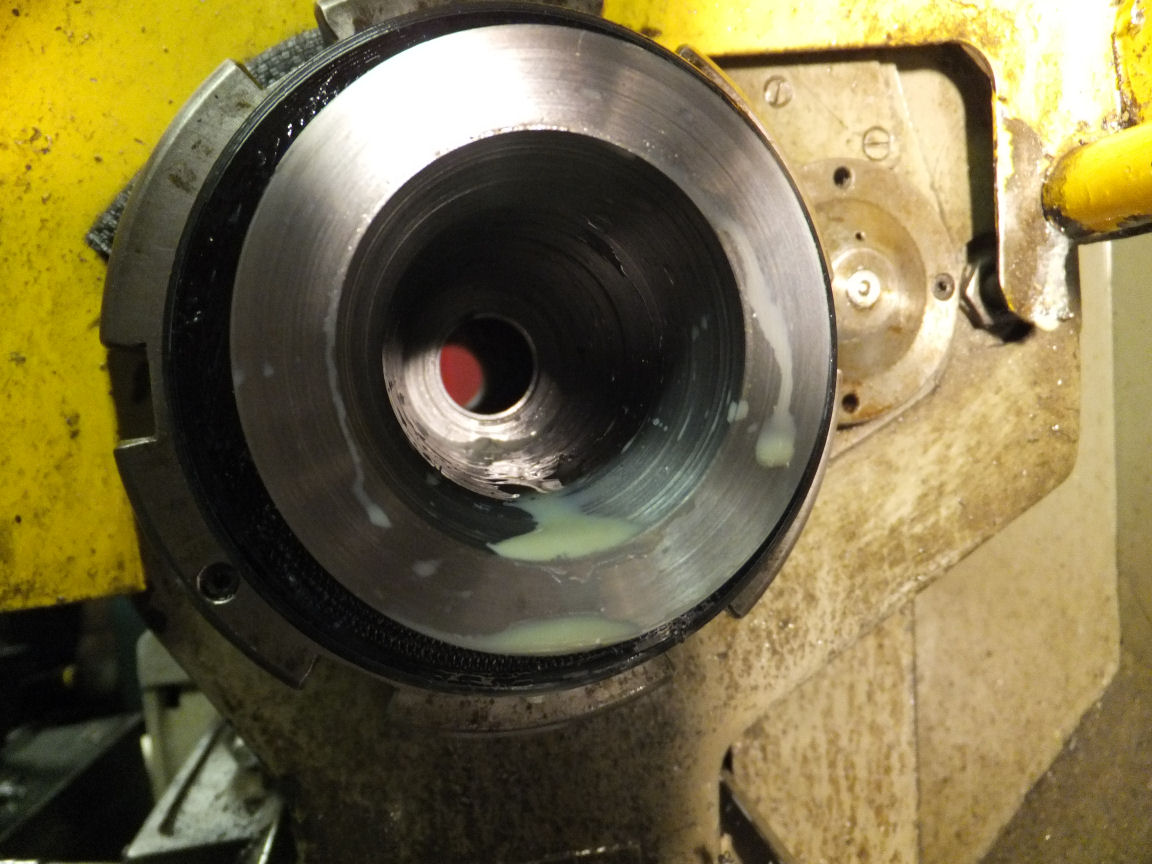
...and with it cleared, the collet popped straight in:
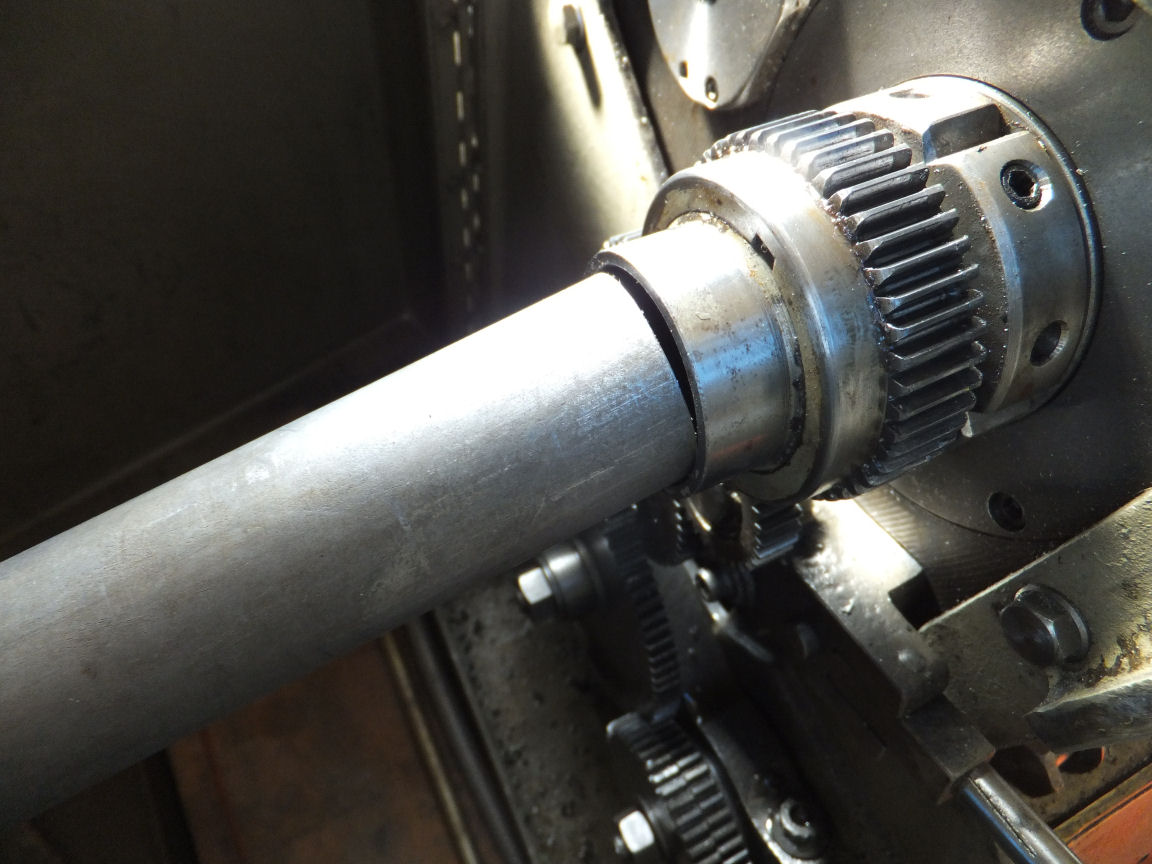
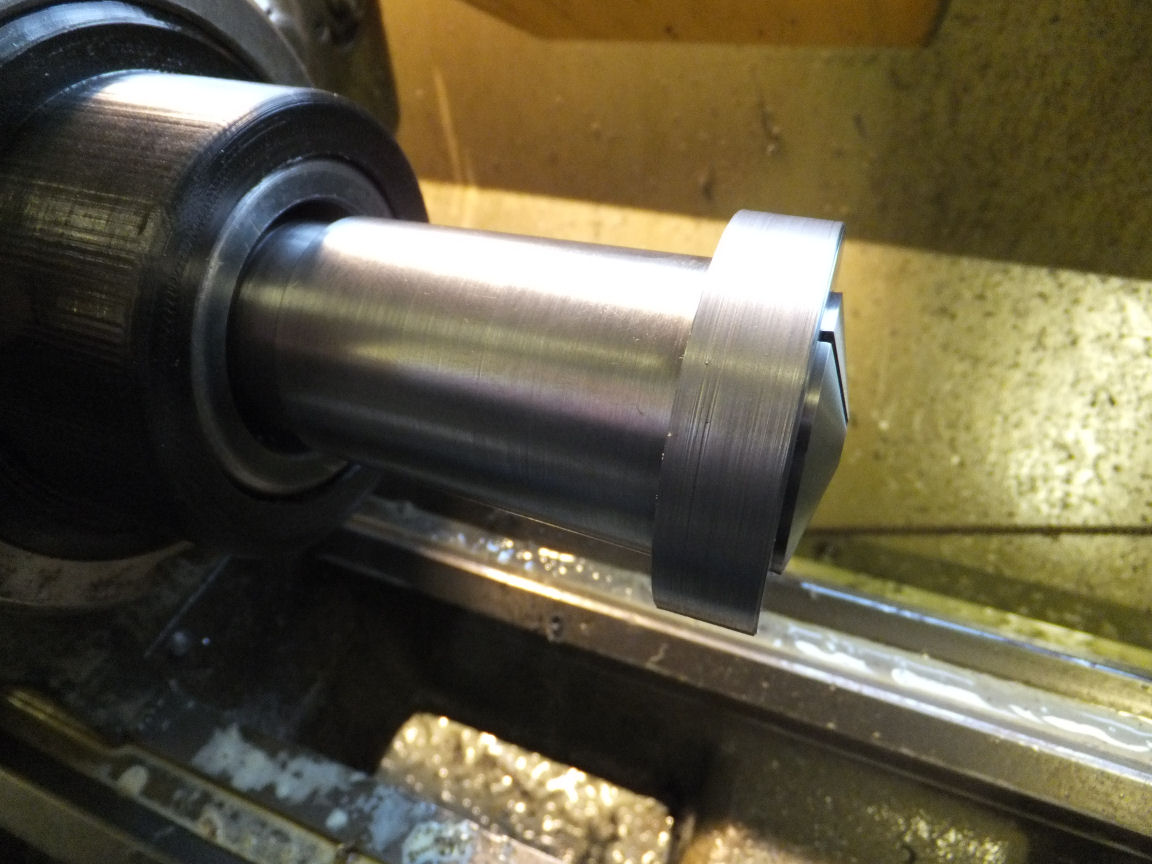
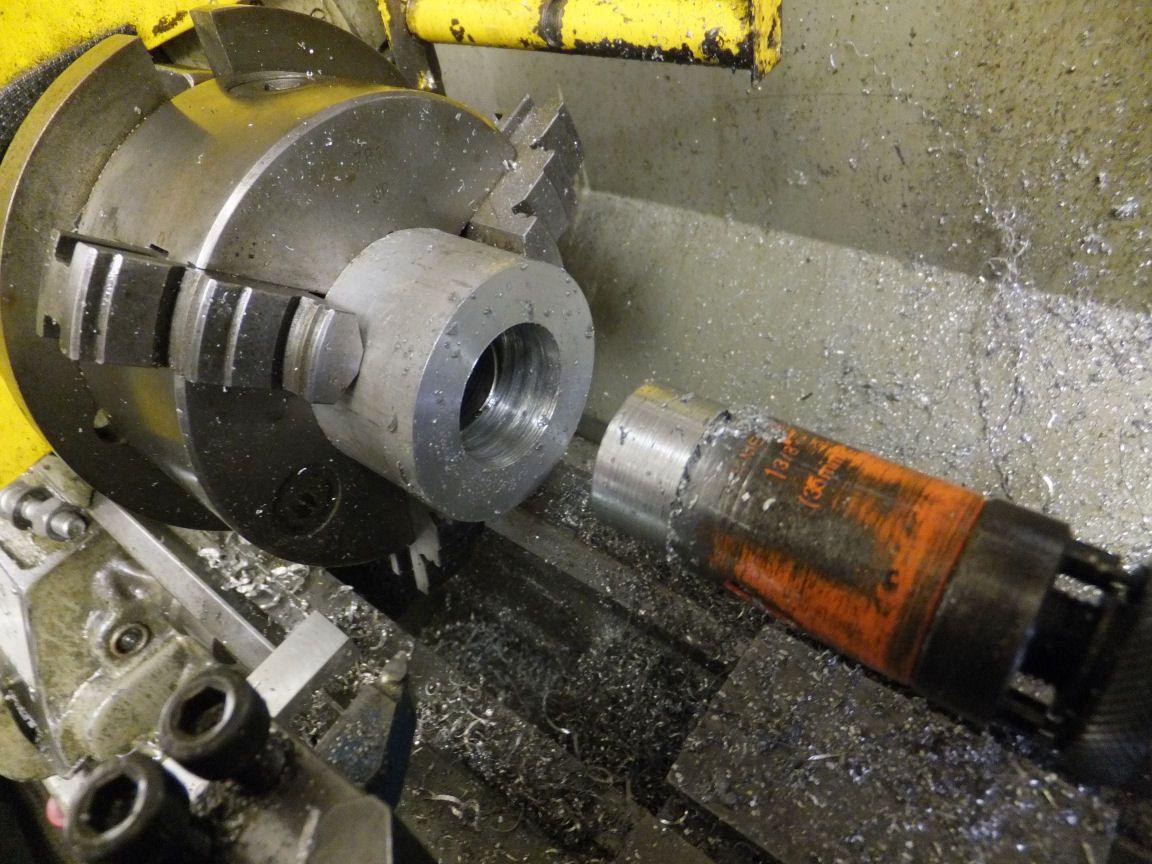
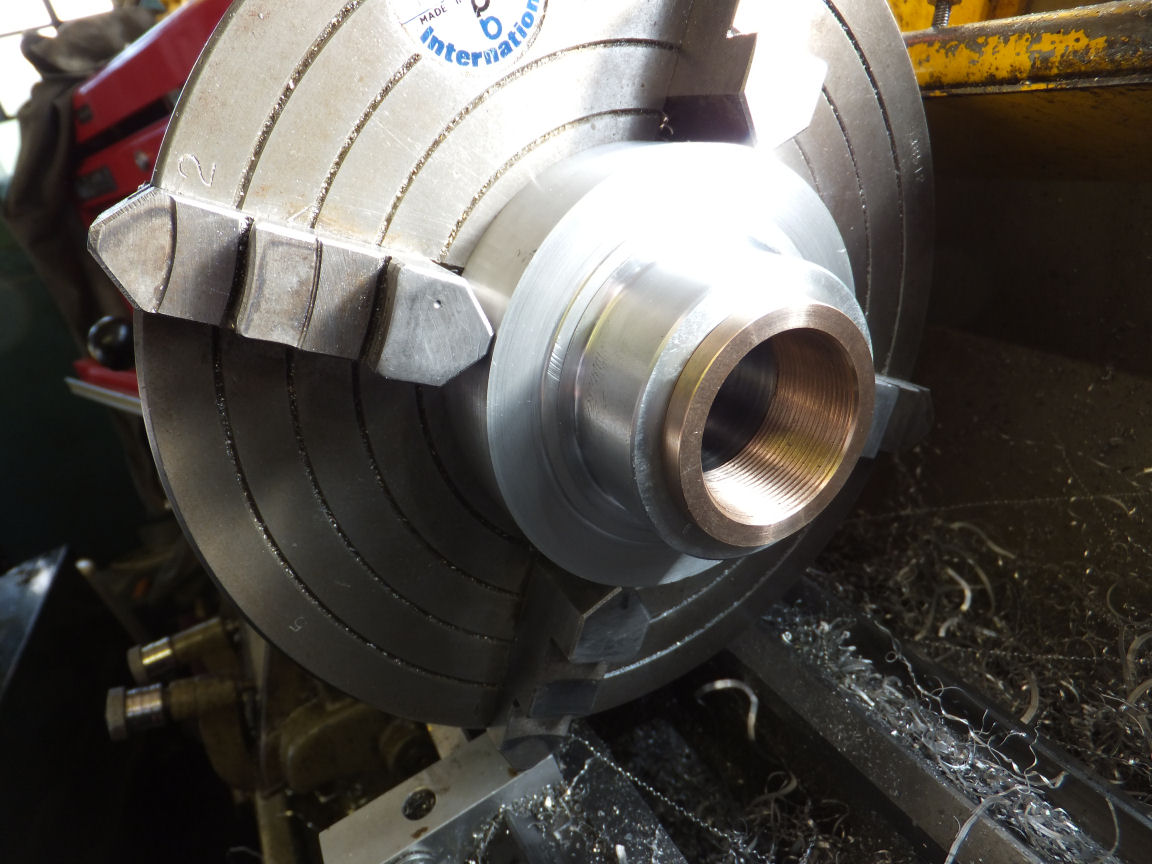
It soon became obvious that there wasn't going to be much collet thread for the drawtube to grip so rather than shorten the closer I opted to return it to the 4-jaw, clock it true and bore the tail end to be a close fit on the 35mm drawbar tube, allowing the tube to wind further up the collet thread.
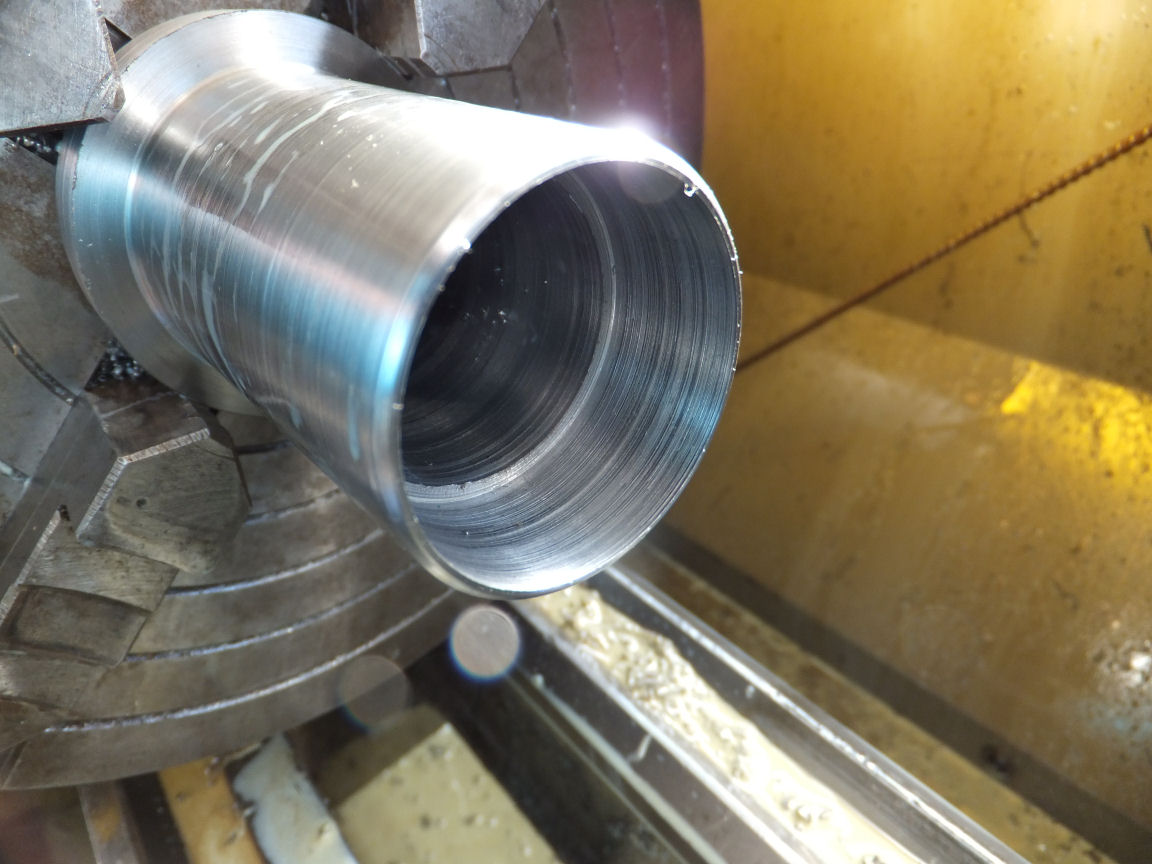

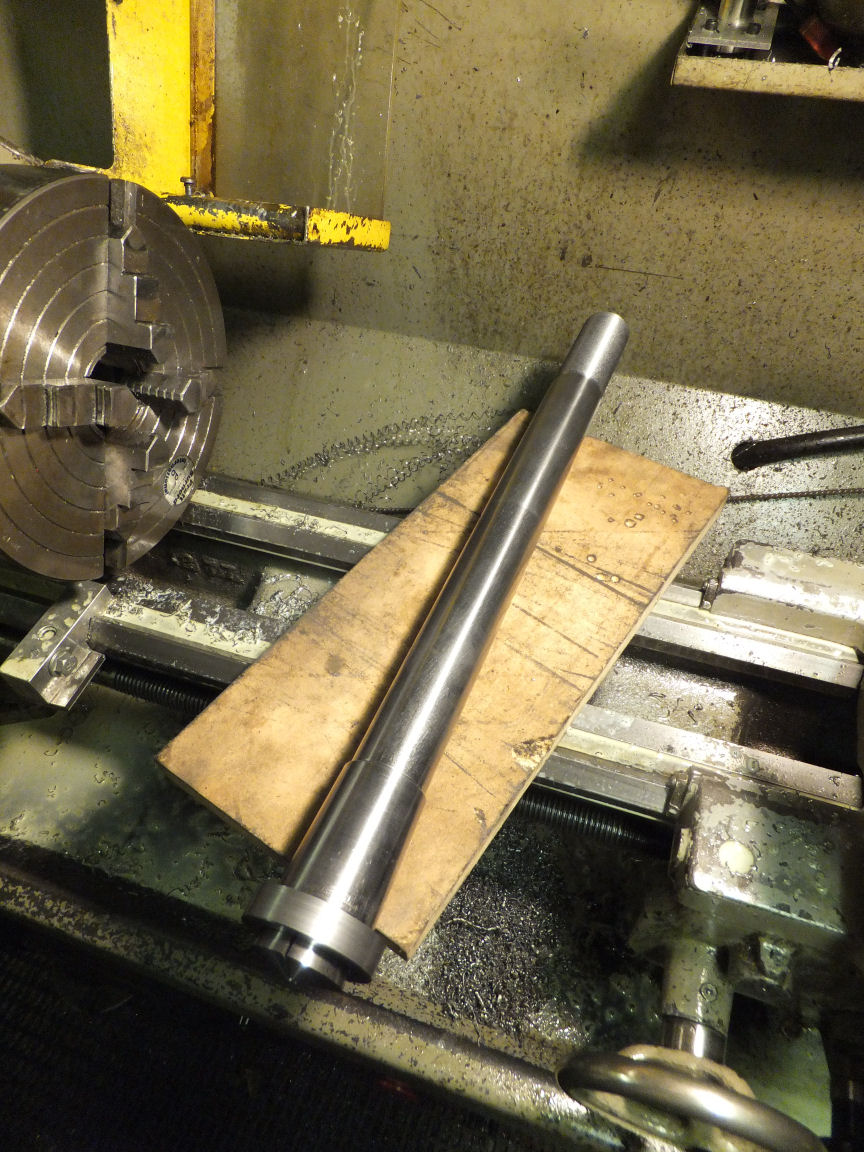
This brought me to the drawtube itself. I bought a metre of CDS tubing, thinking I might have a couple of spare lengths in case things went wrong with the first - largely the threading. Unfortunately that was a trifle optimistic, the VSL needs about 18" of tube to clear the spindle and leave room for the handwheel threads. Still, I'd have one spare length :D It's a snug fit in the spindle bore - it gets stuck if there's any swarf in there!
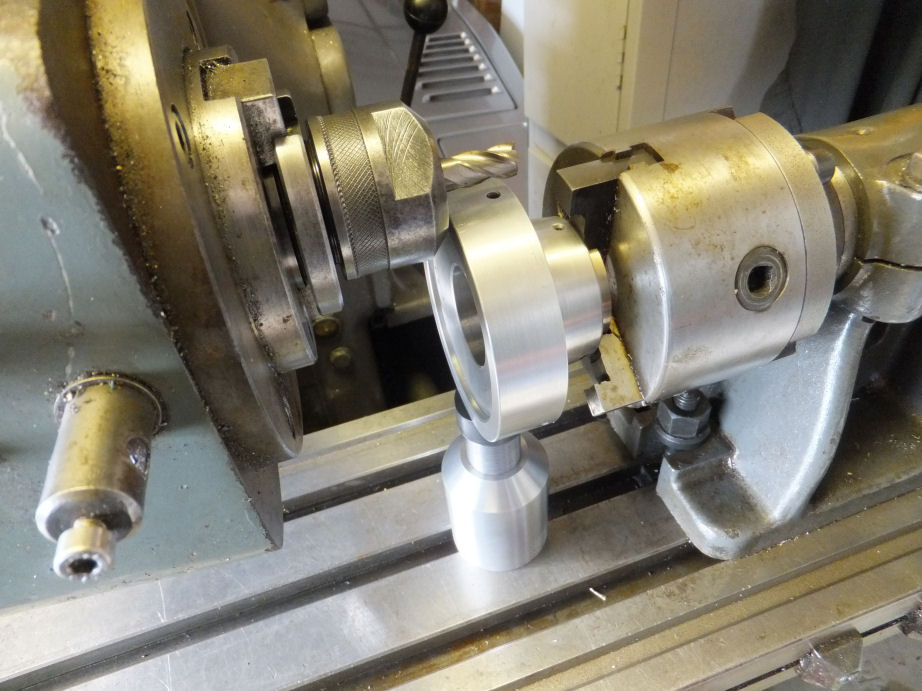
The tube was dialled-in using the 4-jaw and proved to be very accurate in terms of roundness. A small amount was bored off the inside to approximate the core diameter of the collet, and then it was time to set up for the thread.

5C collets use 20tpi; my VSL is a Metric model but luckily I'd snapped-up the 135/127T conversion gear and the extra changewheels needed for Inch threading a few years back.

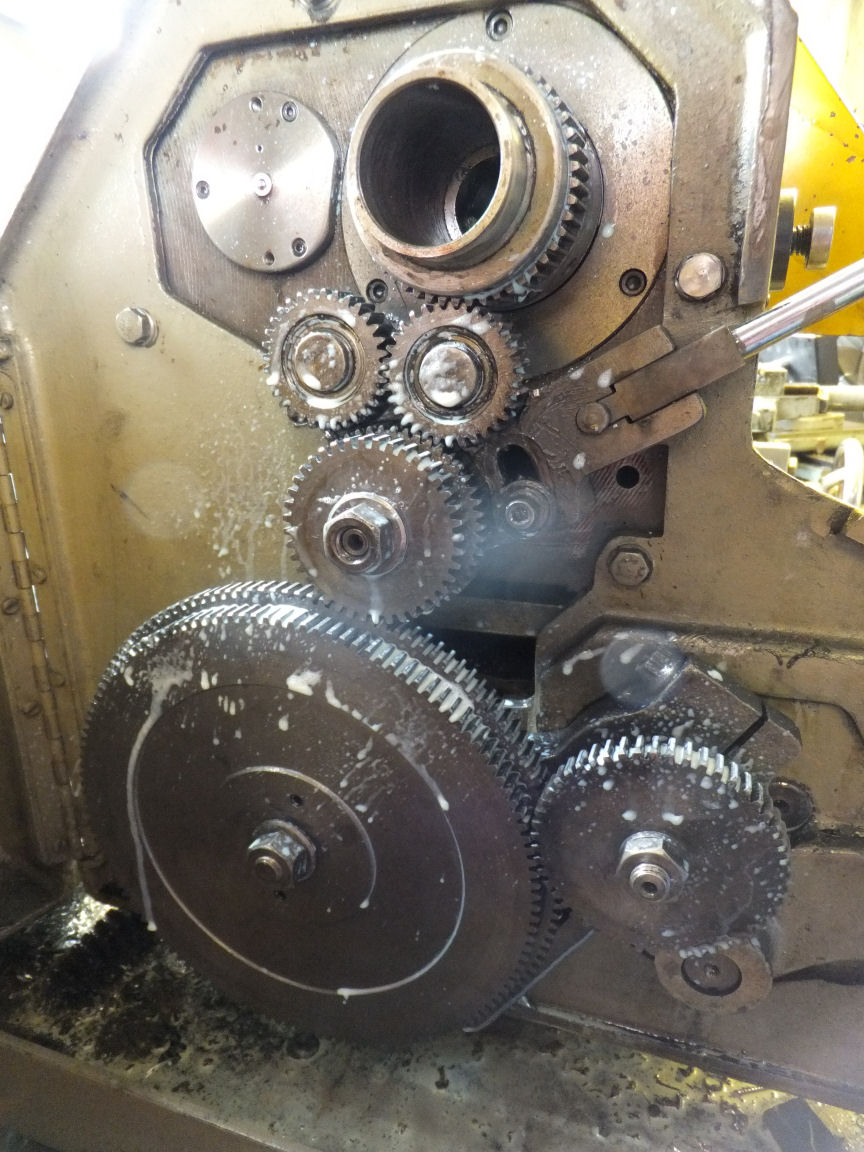
With the geartrain set...
...a quick consultation of the threading chart...
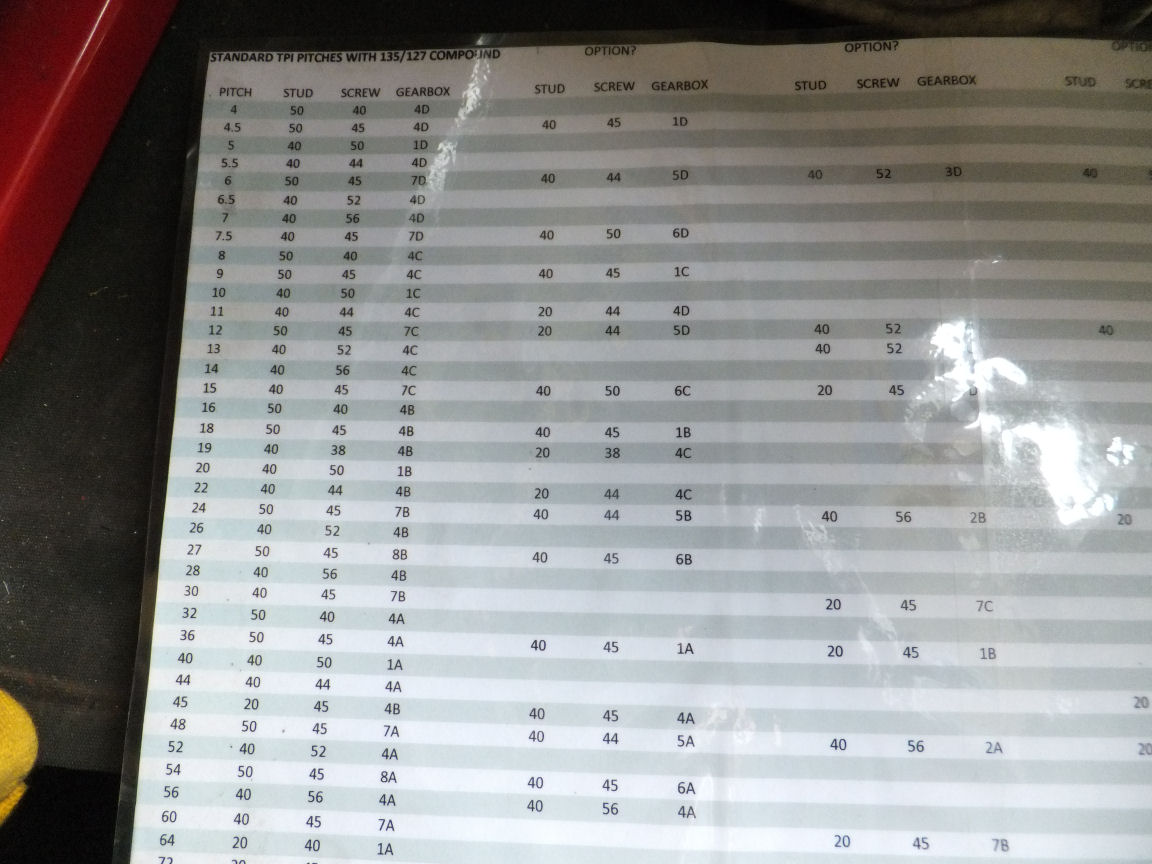
...told me where to put the gearbox levers and then it was time to tickle the inside of the tube with the threading tool to prove the setup. A thread gauge confirmed 20tpi...

...so a cut was put on and the feed engaged (that's not a finger at left, it's the coolant nozzle!)...
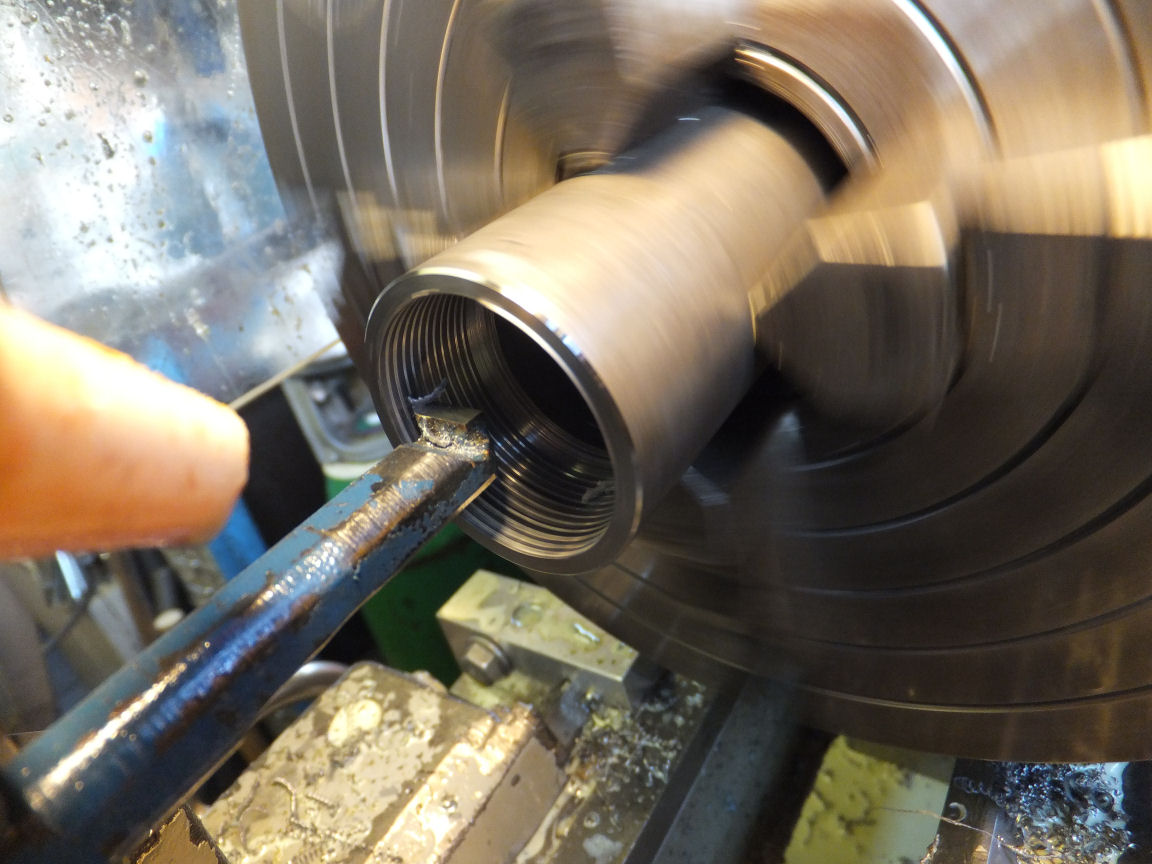
As is usual with this kind of setup, it was necessary to leave the drivetrain engaged and run the lathe motor in reverse to return the carriage to the start of the cut. This is where good use of the VSL's variable-speed can be made; once the carriage starts to reverse you can wind up the speed dial and 'fast rewind', dropping back to cutting speed for the next pass. I imagine similar could be performed with a modern inverter drive on a standard belt/pulley driven lathe. I'm sure somewhere there'll be a table dictating depth of cut for 'x' tpi, but where's the fun in that? Good old trial & cockup works most of the time... after a few cutting passes I tried my 'test' collet and it would screw so far in and get stuck...
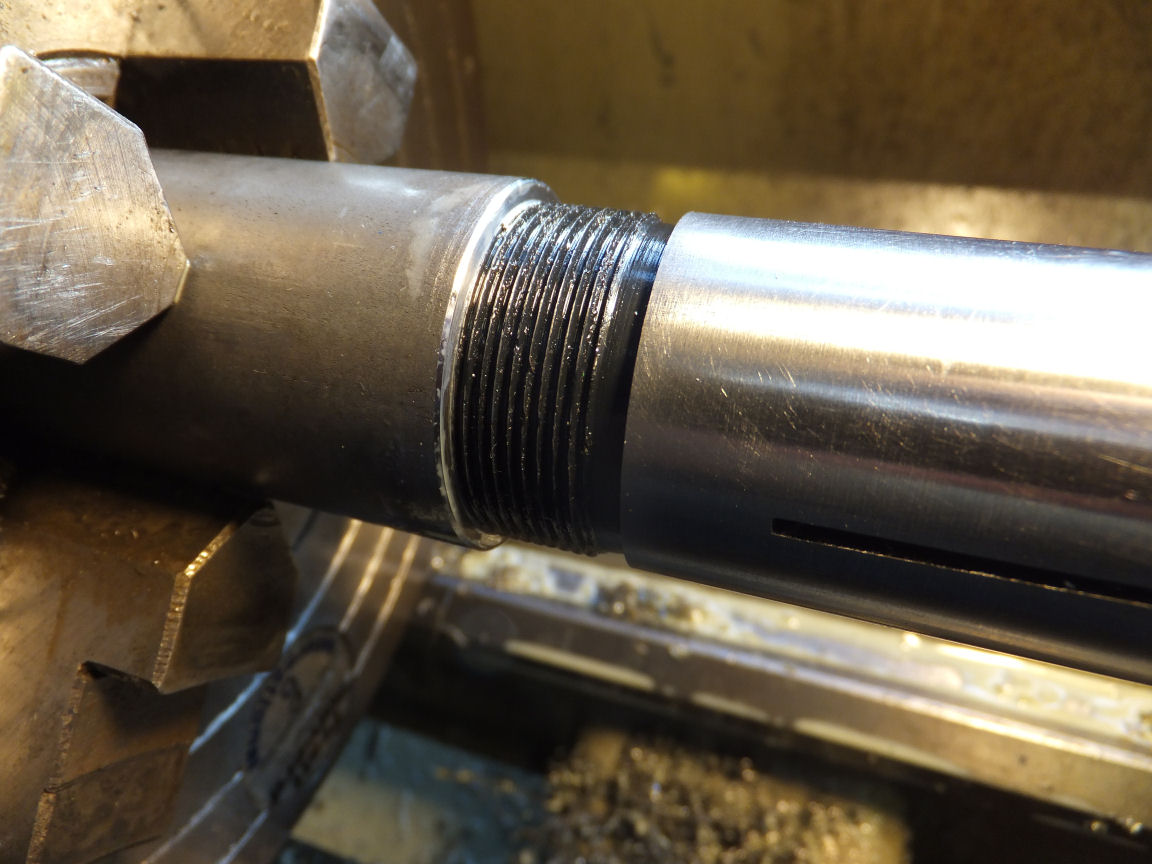
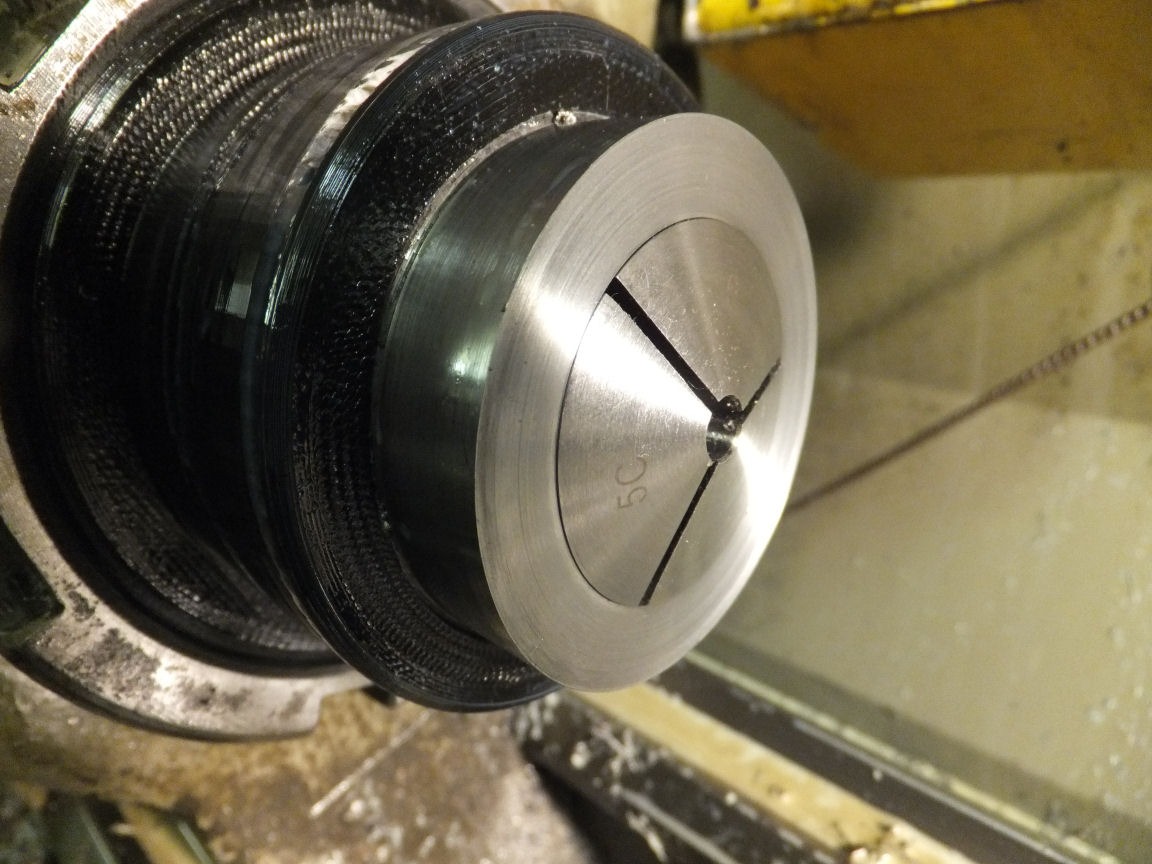
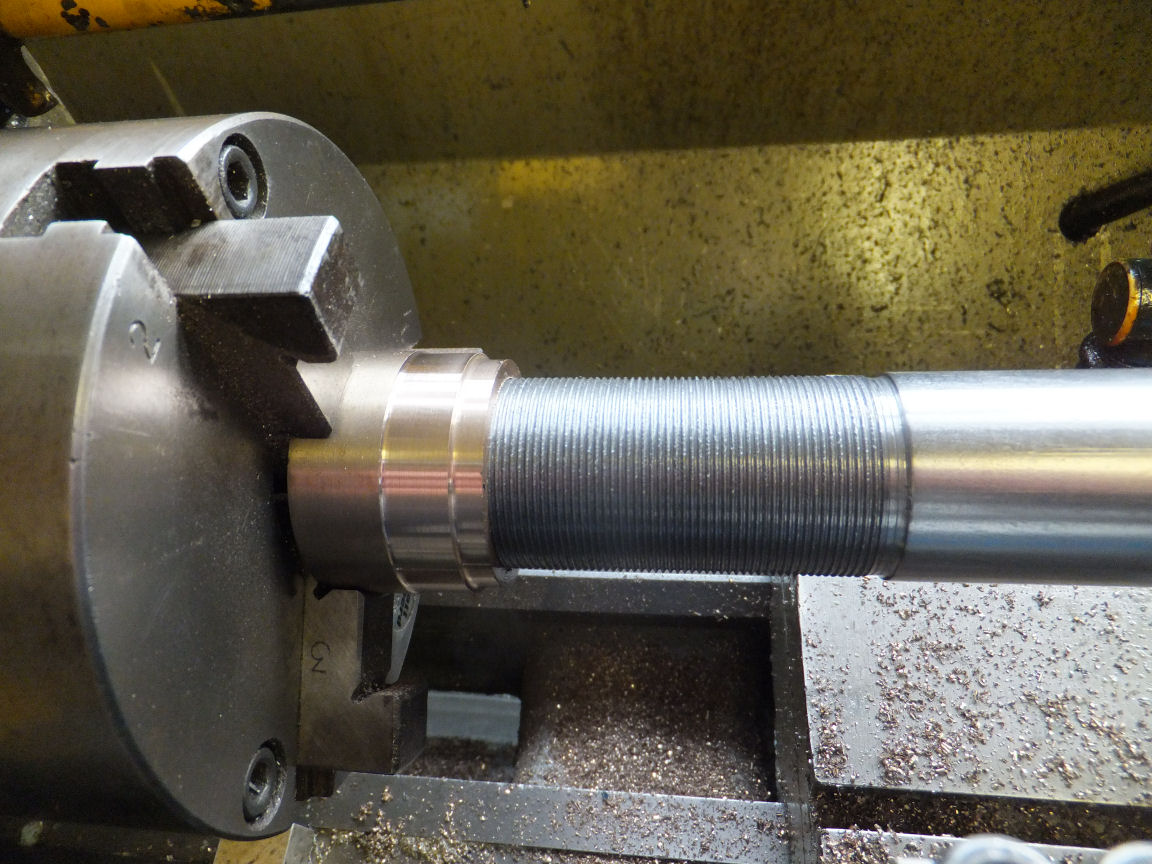
...so a couple more passes were taken with minimal extra depthing until the collet screwed home:

With the closer, just for the hell of it:
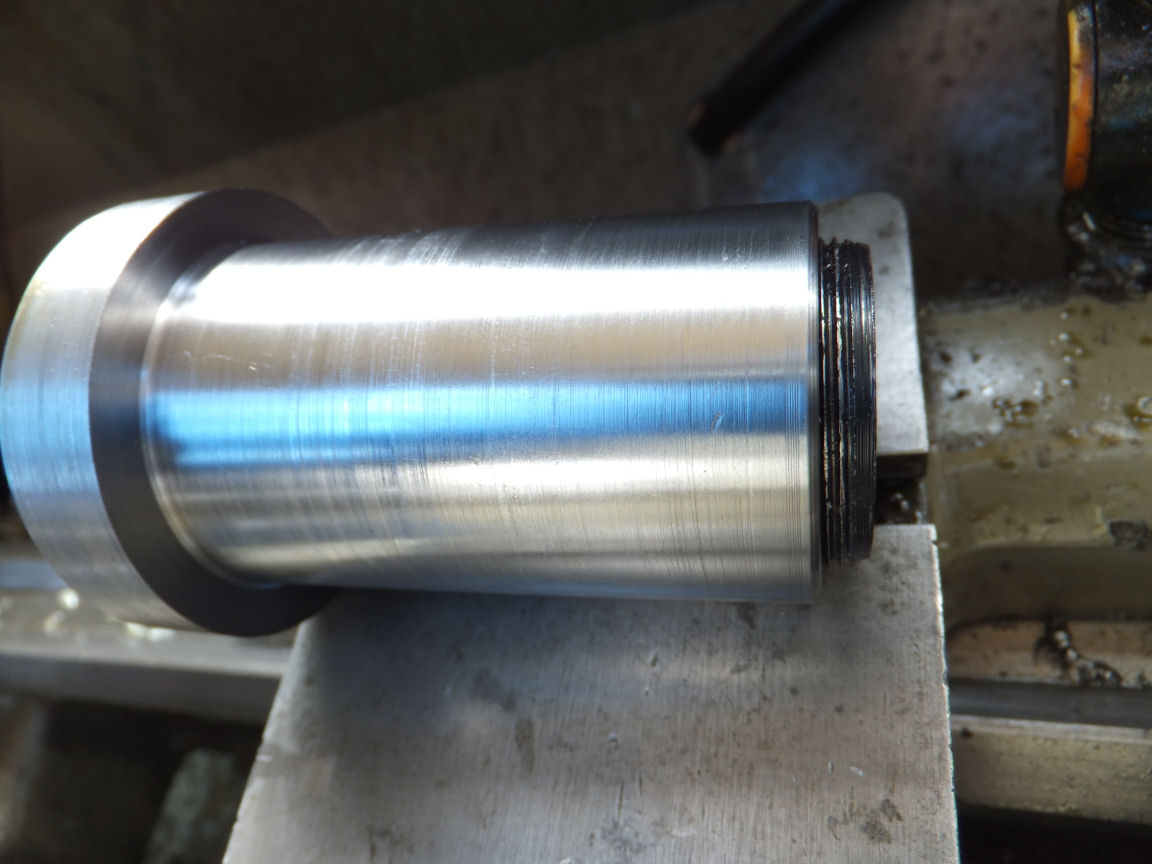
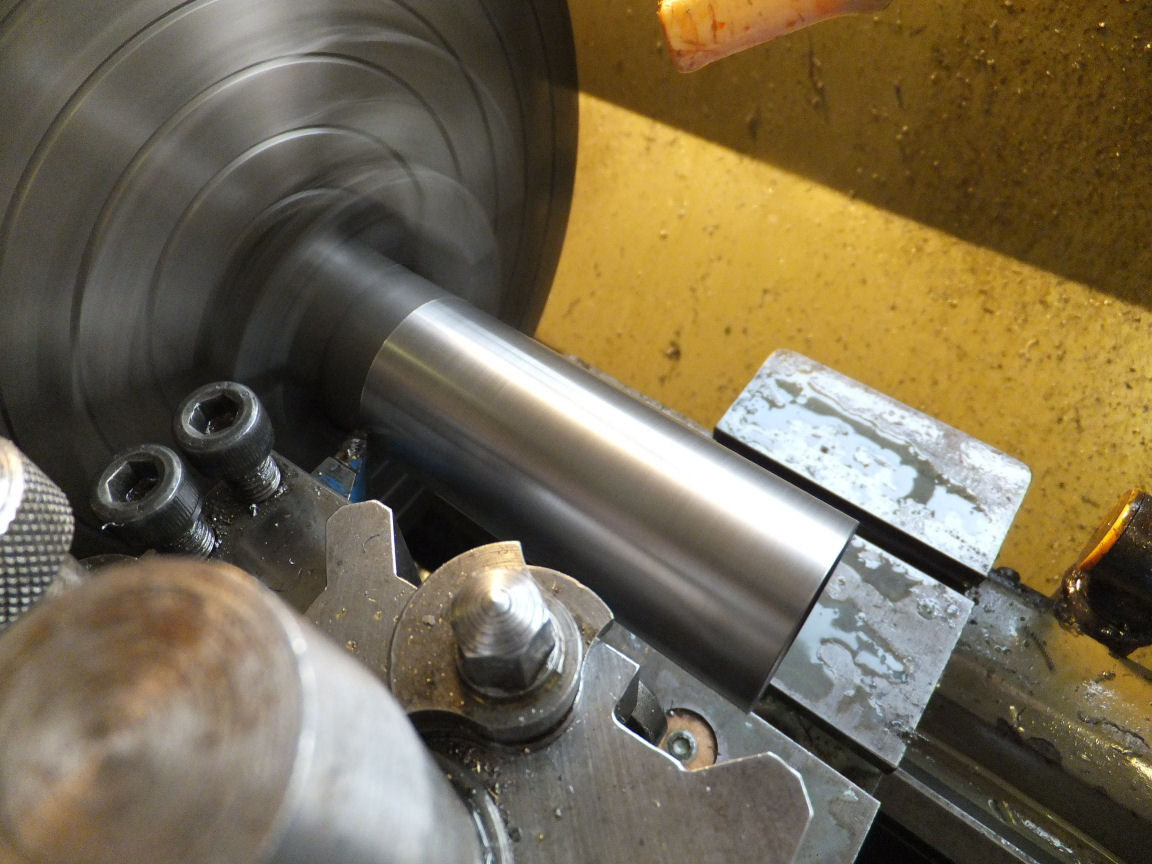
Next it was time to reverse the drawbar tube in the 4-jaw and decide what thread to use for the handwheel. As the lathe was already set for 20tpi it made sense to continue with it, but I fancied a nice even number for the OD so the tube (supplied as 34.94mm diameter plus or minus 0.05mm I think) was turned down to 34mm.
This left most of the wall for strength (although quite how much leverage you could put on with a 4" handwheel I don't know). A suitable external threading tool was installed and a first cut taken...
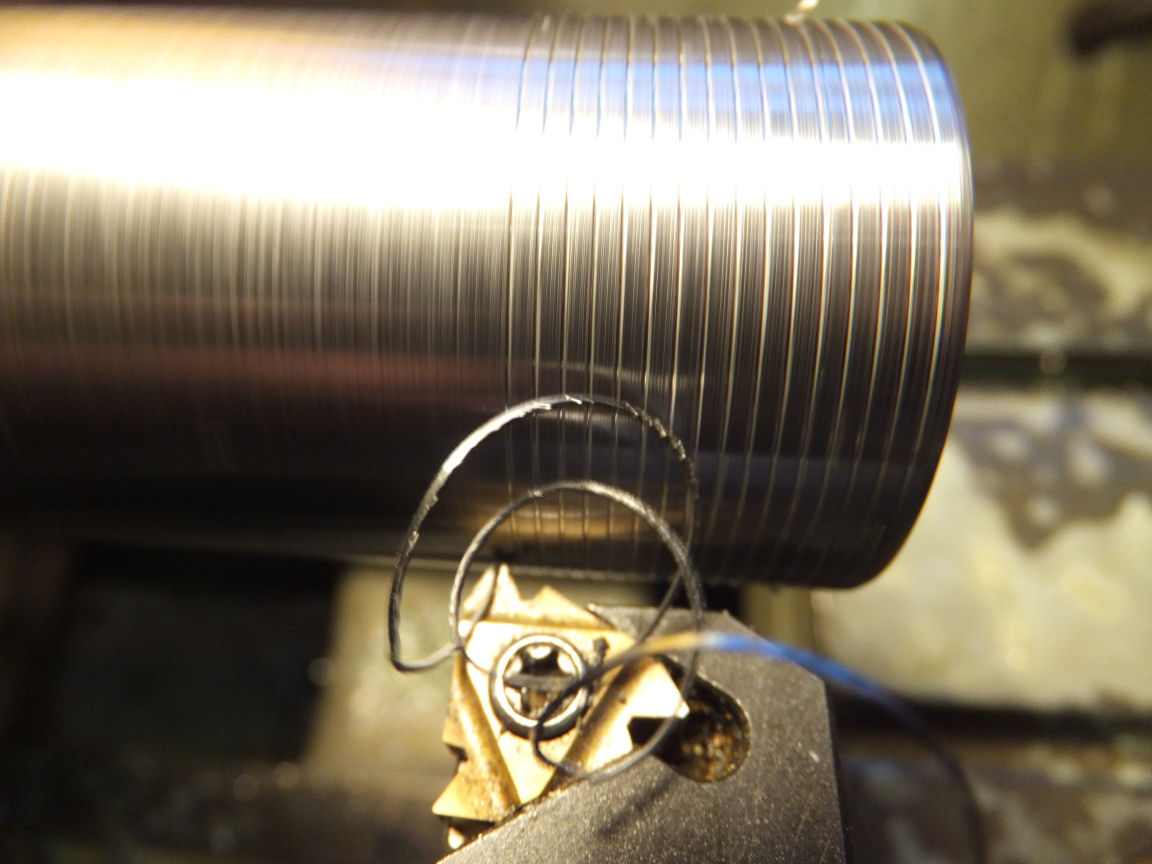
As I'm getting old and crusty I tend to use an illuminated magnifier on the lathe quite a bit:
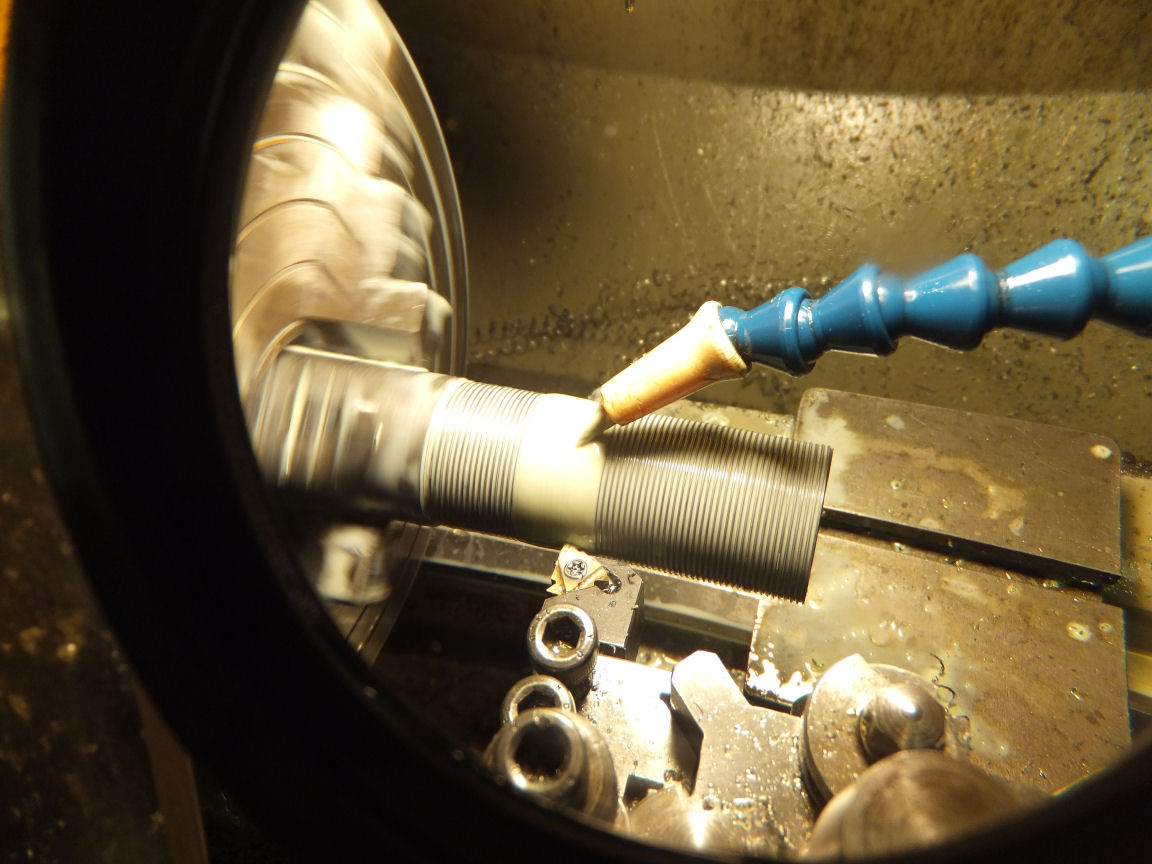
Given that I was (still) making this up as I went along I merely took cutting passes until I had what looked like a fully-formed thread, and called it a day. So far, so good:
The handwheel was next, then, and I tossed a few ideas around of how I might make something chunky, without being too wasteful of material. I guess that's the advantage of casting, once the pattern is made you can knock out lots of whatever using the bare minimum of material. Unfortunately I'm a bit short of space for a foundry, much as I'd like to frighten the neighbours with smoke and molten metal :D In my stash of 'hang onto that, it might come in useful' I found a length of aluminium bar, 90-odd millimetres in diameter (it was actually bought to supply material for the airflow meter reducer on the TVR, back in about 2004)...

and initially I was going to use that, but then I realised that the lathe spindle is recessed inside the geartrain cover by an inch and the cover is a close fit, so I'd need to start with about 4" of the bar and then turn most of it to swarf just to get inside the recess! Then I found a length of 65mm alloy bar, which would need less reducing but would also not make for a very sizeable handwheel.

Also, by now I was wavering as to the wisdom of running an alloy handwheel up and down a steel thread. As it happens I have a length of leaded bronze tube, or more conveniently in this case, an offcut from it...
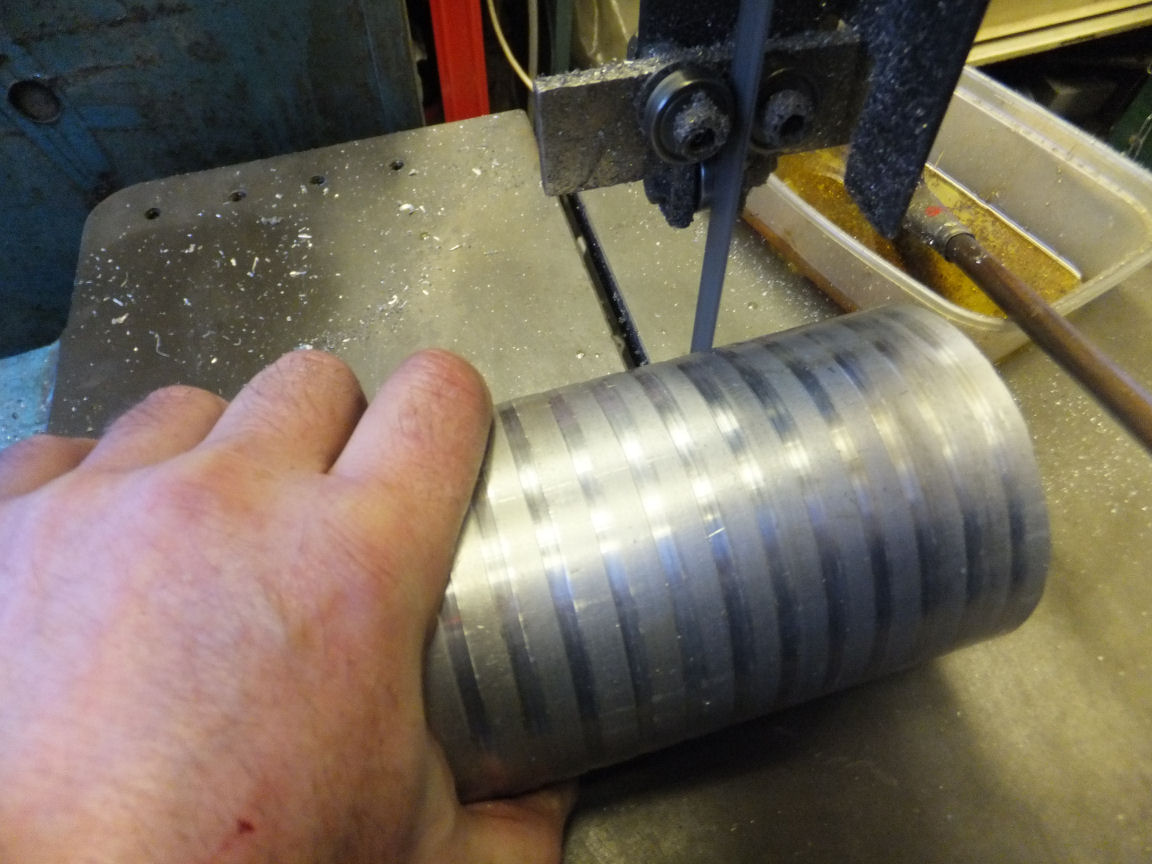
it's centrifugally cast I reckon, and is more than chunky enough to be threaded for this job, so I came up with a handwheel made in three pieces - a nut made from bronze, a hub from 65mm alu to hold the nut and clear the hole in the geartrain cover, and a rim from the 90mm bar. The parts would be close-fitting, then bonded with Loctite or similar and grub-screwed together. I cut a slice off the 90mm bar with the bandsaw: it took about three minutes, and that included moving enough stuff to get at the bandsaw!

A piece of the 65mm was similarly severed. I started by boring and threading the bronze to match the external thread on the drawtube.

Next, the 65mm aluminium was drilled and bored out to accept the bronze nut, which was left proud so that any damage to the face that will bear against the end of the lathe spindle can be dressed if necessary. I said 'drilled and bored'; in fact, as part of my ethos of not wasting material, I used a hole saw to 'core out' the centre to about 38mm, leaving a useful slug of alloy for some future job.
Yes, it is slow compared to getting all monkey and ramming a 1" drill bit through, but the pile of swarf is a lot smaller. And then there's the planet-saving... ;o) As I'd turned steps into the bronze nut for reasons that now escape me, I had to bore the 'hub' accordingly:

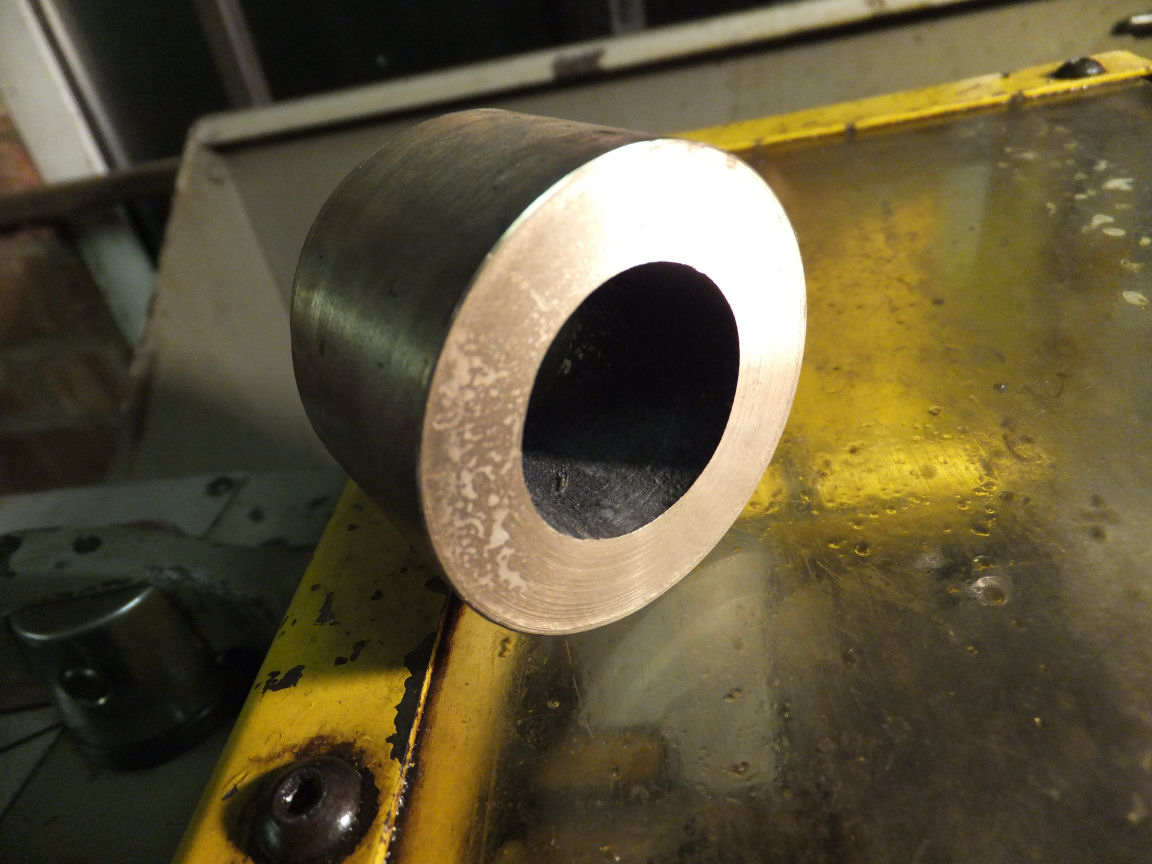
The 90mm piece was cored-out and parted off in similar material-saving fashion to create the 'rim' (seen here laid down):
and both it and the hub were fettled until they mated neatly.
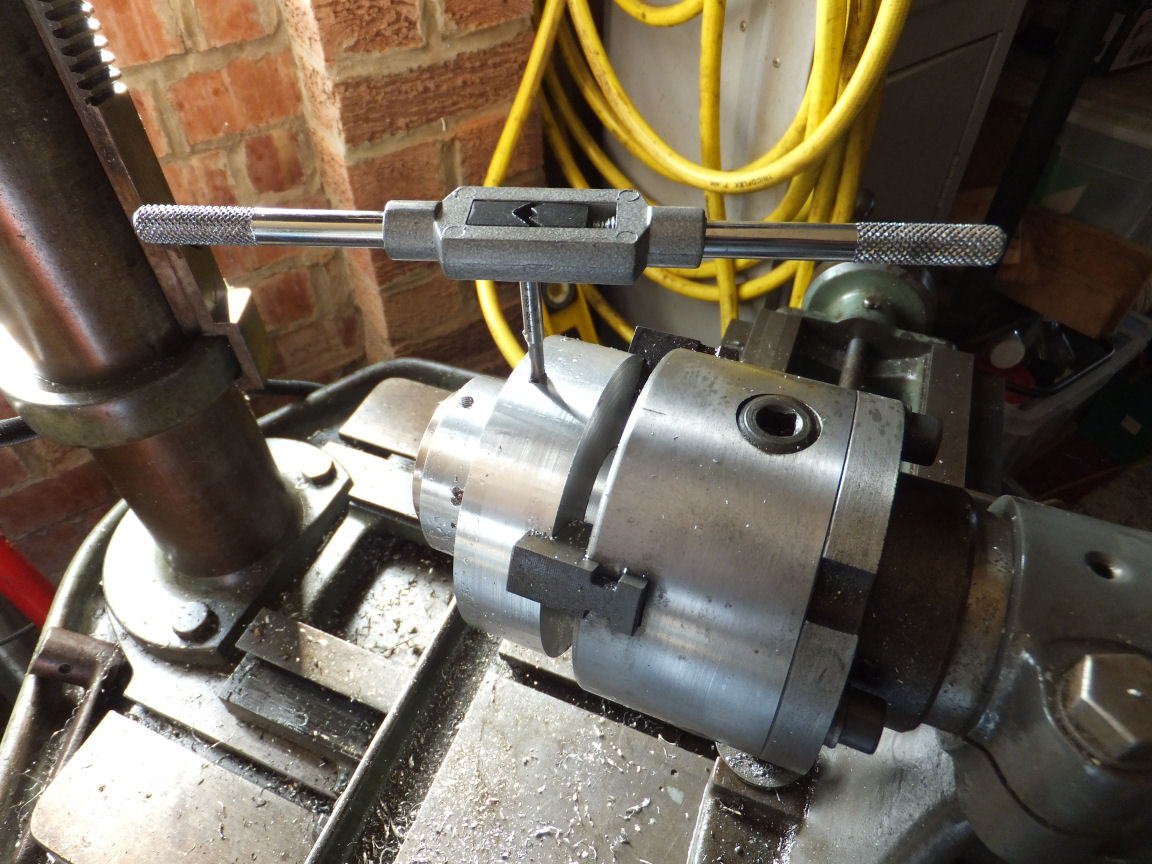
It was time to leave the lathe and install the handwheel to the dividing head, positioned under the quill of my Perrin in order to drill and tap for grub screws to hold the pieces together rather more securely than by the will of some deity that I shall refrain from mentioning lest some lunatic comes after me with a broadsword, rolled-up newspaper or sharpened slice of mango.

With grubscrews fitted it was back to the lathe for some decorative shaping (well OK, I dished the outside of it and put a 5 degree taper on the side nearest the gear cover), and the handwheel was tried with the other components to verify that nothing rubbed and the rig would actually pull the collet down onto the workpiece.

The components thus far:

The plain outer face of the handwheel was a bit slippery so I decided it really needed knurling, at least for part of its width. As it happens, the speed control dial of the VSL has a straight knurl pattern and I thought the collet handwheel would look good with the same treatment, however my only knurling tool is a clamp type that wouldn't open anywhere near far enough to fit round the handwheel and anyway only has diamond-pattern wheels. I found a 'push'-type knurling head on Ebay for sensible money, but although it has three different sizes of straight knurling wheel, one of which is exactly right to match the speed control dial, the bloody contraption is too big for the VSL - I can't get the toolpost far enough back to clear the workpiece. Someone then suggested that as an alternative, the wheel could have 'scallops' milled into it, giving oily hands something to grip - and actually, probably less likely to get full of muck than knurling would, too. It was time to dig my way through the workshop to get at my Bridgeport (Adcock and Shipley) 1ES-G mill. Unfortunately, my dividing head (unbranded, but I've seen the same one with 'IXL' cast-in) has something like 7" centre height so won't fit under the mill's quill, even with the knee fully-lowered and no tooling fitted! Luckily, the mill's head can be swung to the horizontal which helps no end. I happened to show a picture of the setup on a forum and it was suggested that better support could be obtained during the cut by using a screw-jack under the part. I didn't have a screwjack, so I made one from a rather nice piece of 7075T6 aluminium; I used my patented hole saw technique to take the middle out to about 22mm...
and then threaded an offcut of 1" steel bar, 20 tpi again as the lathe was still set up for it. I also tapped both ends of the screw M6 in case future jobs require some particular attachment. The alloy 'body' was then bored and threaded to match...
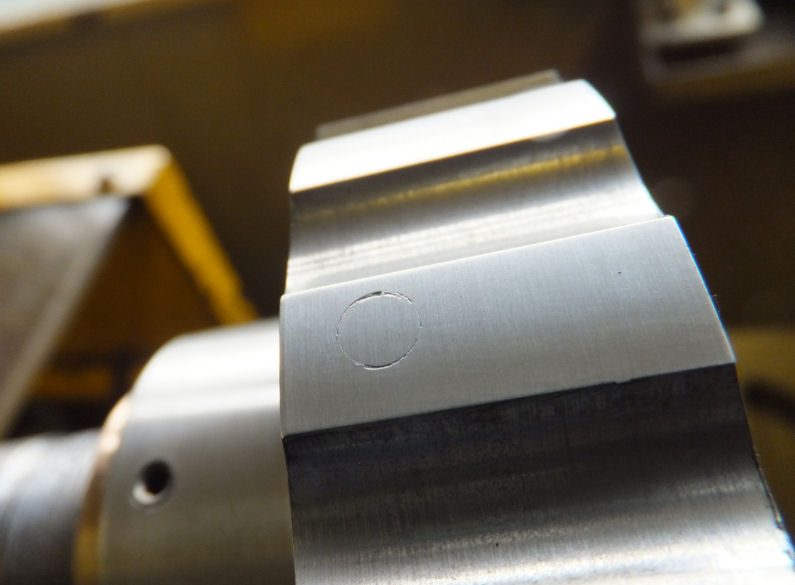
As a trial I used a piece of lead between the jack screw and the handwheel, but then I decided a little more finesse was called for, so I found an offcut of black Acetal and chucked it in the dividing head, then installed the Perrin's boring head and a short bar. A bit of calculation and measurement was used to determine the amount of 'stickout' necessary to get the bar to cut at the same radius as the handwheel (by now about 45.25mm):

A quick trial on the rim of the handwheel showed it was pretty close...
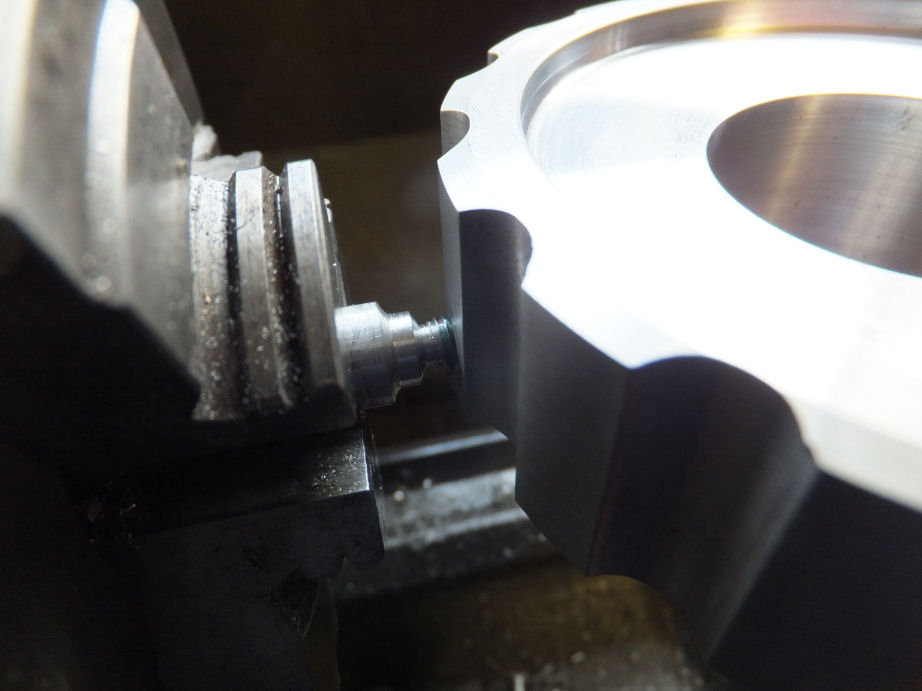
...so it was bored to be a snug fit on the end of the screwjack thread...

The jack was then positioned to take any vertical load from the cutter (as the handwheel is only gripped by the rim of the bronze nut it might get dislodged):
A quick play with AutoCAD suggested that 15 scallops at about 4mm deep would look proportionate, and although I drew 12mm diameter scallops I couldn't find a 12mm endmill long enough to cut the full width of the handwheel rim so I used one that measured 10.6mm, probably some Imperial size but which was sharp, which was a good start! I set the dividing head up, but before cutting commenced I ran through a complete set of handle 'cranks', marking the top of the rim with a pen every time, just to confirm all was in order:
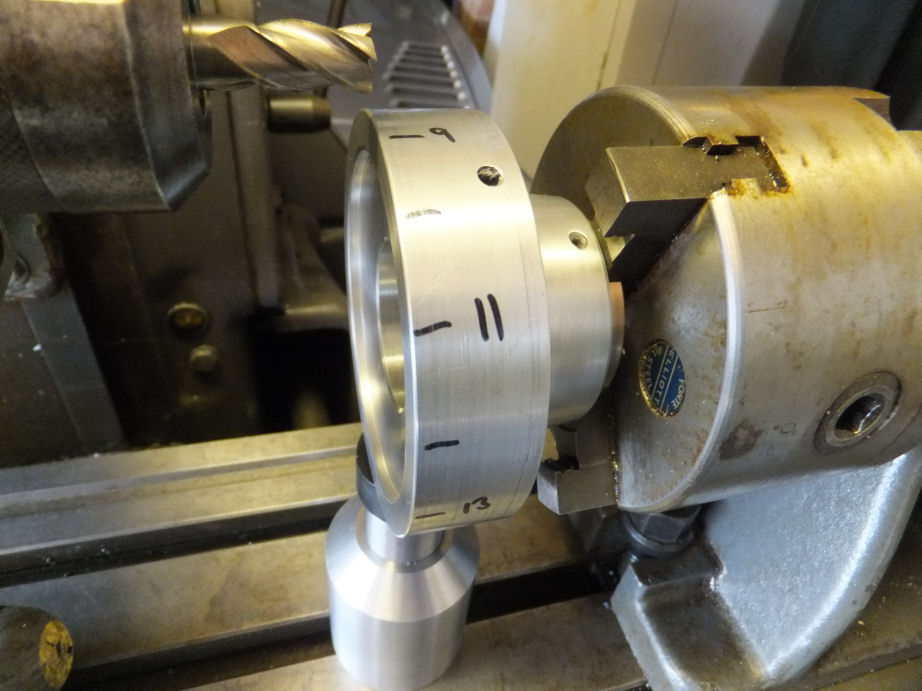
Then I put cutter to metal :D It was a case of slacken the screwjack, slacken the spindle clamp bolt on the dividing head, crank the right number of 'turns plus holes', lock up the spindle, wind up the screwjack, start the mill, take the cut, repeat...

Once the scallops were complete, it was back to the lathe for some further 'tarting up': the dish was deepened and chamfers added to the inner and outer faces...
A length of 10mm aluminium rod was reduced in diameter and threaded M5...

...so that it could be wound into the grubscrew threads:
Once all three holes in the rim had been plugged, a gentle tickle with an HSS tool dressed the plugs flush, if not completely invisible (I should have peened the surplus into the threads before dressing them... just a minor detail)...
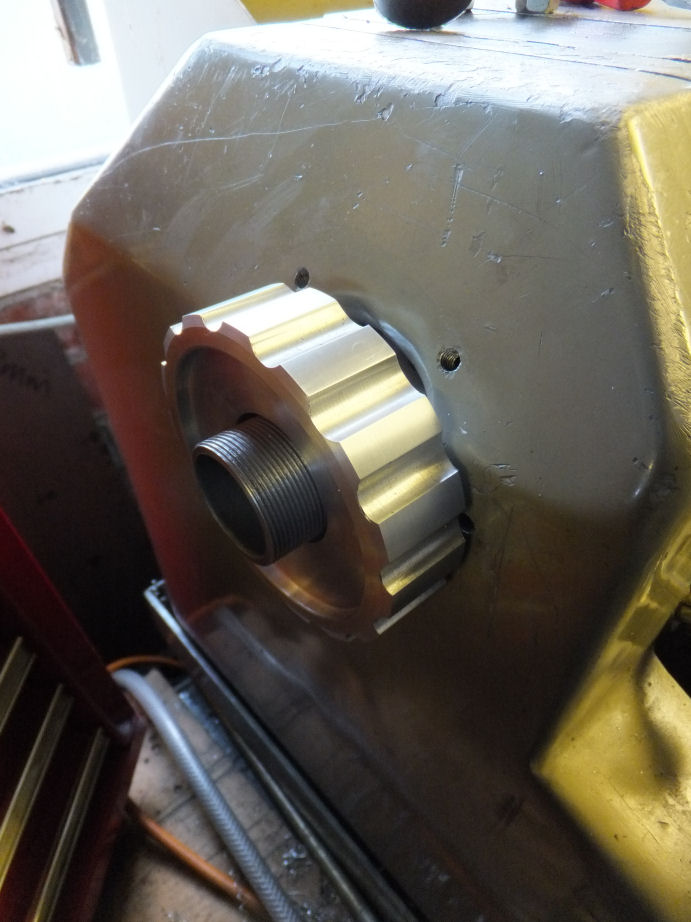
On the lathe... looks like it might even work! I did think about removing some of the spare threads on the drawbar tube as it takes a good few spins to get the handwheel all the way down them, but I have an idea that a sort of 'gland nut' could be fitted to support the outer end of any long bar stock to minimise 'whip' whilst turning... watch this space :D
To kick-start my 5C collet collection I'd bought a solitary 6mm collet from Chronos, but as the closer components neared completion I started scouring Ebay for sets of used ones. After being outbid on a couple of collections I finally got lucky and about a dozen Imperial-sized collets appeared. With a quick wire-brushing and a polish they all seem to be serviceable - some are by Hardinge and the remainder by assorted makers. I had trouble wth a couple of them apparently not fitting in the closer, but I realised that they've 'sprung' a bit and need a firmer shove to get them into the bore. Anyway, they were rattling around in a cardboard box: I thought I could do better.
The storage cupboard door on the VSL had four holes already drilled in it, as though the factory intended something to be mounted to it. I decided that some twin-slot rails and brackets could be used as a basis for some shelves to hold the collets and related components. Close inspection showed the holes still bore the factory paint inside, suggesting they'd been drilled as part of production. Shame, then, that no two of them were the same distance from each other or any edge of the door! I ended up using some offcuts of aluminium to act as mounting blocks for the rails, with the offcuts drilled and tapped as necessary to allow the shelf rails to be parallel. I even bought the rails and brackets in brown to match the Boxford's paint!
My first plan was to use some 3mm aluminium sheet to form the shelves, but with my limited facilities it took me a good while to put one not-very-good stiffening fold along one edge, so I had a rethink, and it struck me that this might be another ideal job for 3D printing. So a few measurements were taken and off I went to AutoCAD...
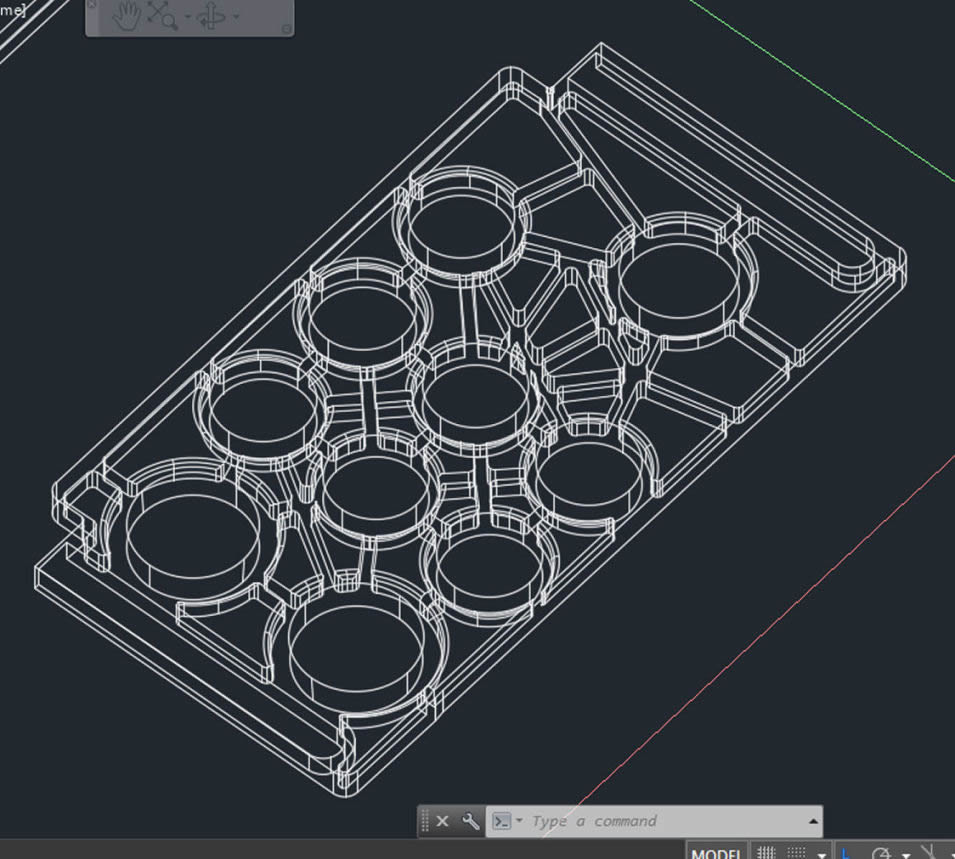
The folded alloy shelf became the lowest of three, partly just to take the weight of the drawtube and handwheel. Middle shelf not shown as it wasn't finished; note aluminium alignment blocks on inside of door...

The other two provide appropriately-sized holes for the collet closer, the spindle Morse reducer and an assortment of collets, as well as the drawtube.

I also added a simple hanging point for the L00 chuck spanner:

UPDATE 241025 - I eventually got around to drawing up and 3D-printing the lower shelf to accommodate some more 5C collets. This time I deepened the stiffening web network as I'd noticed the top shelf had sagged slightly over time:

